Chapter 1: Why This Layer Deserves a Complete Guide
There is a layer inside every well-engineered diaper that most consumers will never see, most brand managers rarely discuss, and most product briefs mention only in passing.
It sits between the topsheet — the surface that touches skin — and the absorbent core — where liquid gets locked away. It is typically less than 2 mm thick. It accounts for under 8% of the total bill of materials. It has no consumer-facing name. No brand has ever printed it on packaging.
It is called the ADL — the Acquisition Distribution Layer. And it may be the single most consequential variable in your product’s real-world performance.
That is not marketing language. It is an engineering observation, backed by data we generated through controlled cross-component testing.
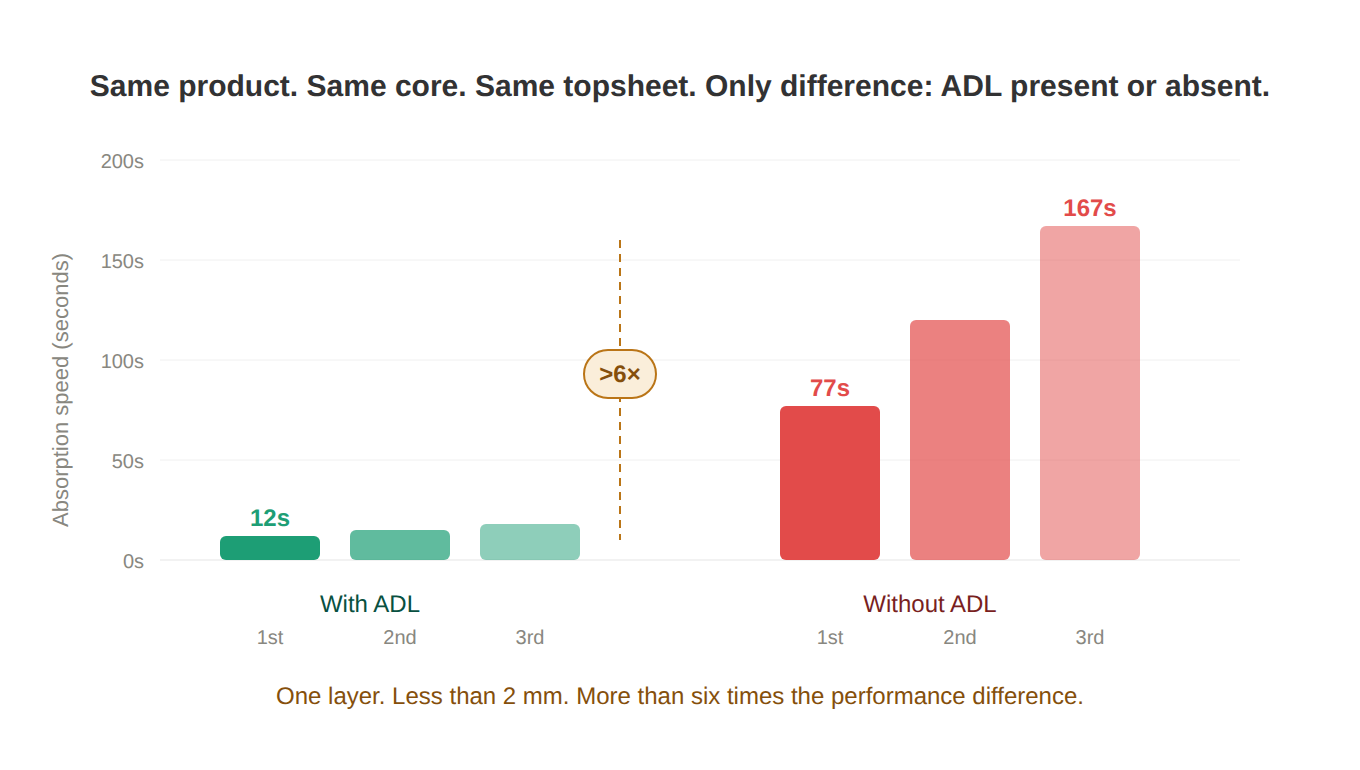
In one project, we deliberately assembled two test configurations that were identical in every respect except one: the presence or absence of the ADL. The configuration with an ADL achieved a first-insult absorption speed of approximately 12 seconds. The configuration without an ADL collapsed to over 77 seconds — more than six times slower. By the third liquid insult, the no-ADL configuration exceeded 167 seconds, rendering the product functionally unusable.
One layer. Less than 2 mm. More than six times the performance difference.
If your current product development process treats ADL selection as a default configuration rather than an independent engineering decision, this guide is written for you. It covers what the ADL does, why it matters more than its BOM share suggests, how different manufacturing processes create fundamentally different performance profiles, and how to make selection decisions that account for the ADL’s interaction with every other layer in the system.
This is the third in our series of engineering pillar guides. The first covered the complete product development process for sourcing from Asia. The second addressed the engineering realities of cotton topsheets. This guide focuses on the layer that connects them — and that most projects underestimate.
How this guide is structured. Chapters 2 and 3 establish the engineering fundamentals — what the ADL does and why its impact exceeds its cost weight. Chapter 4 maps the full technology landscape across five distinct manufacturing routes, including emerging cross-category materials. Chapters 5 and 6 address the coupling effects between the ADL and its neighboring layers — interactions that can only be detected through system-level testing. Chapters 7 and 8 provide practical supplier selection and cost optimization frameworks. Chapter 9 reveals what reverse engineering of five North American brands shows about current market practice. Chapter 10 offers three concrete action items to take into your next product development cycle.
Chapter 2: Engineering Definition — What the ADL Actually Does
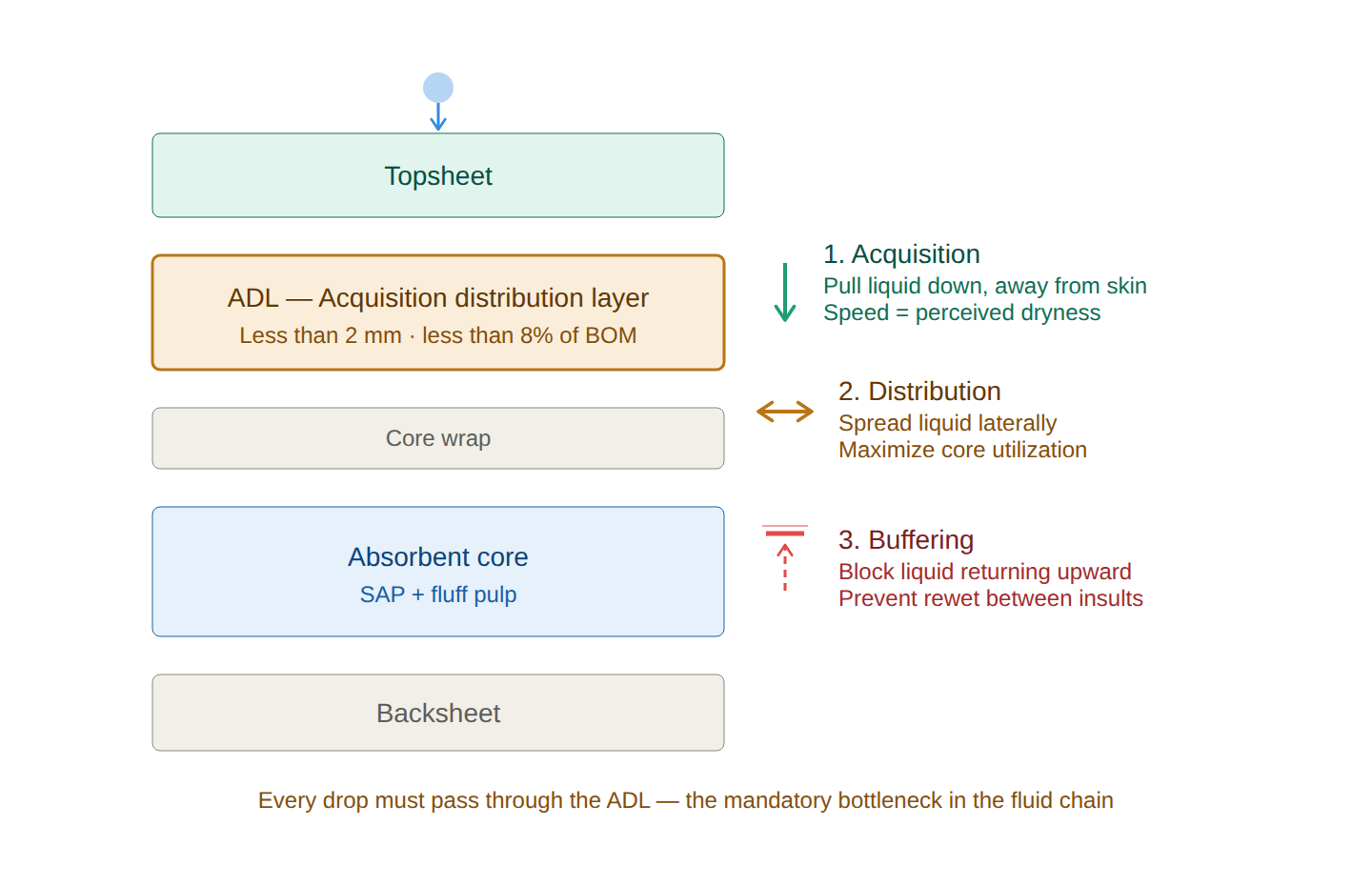
The ADL is not a “pad.” It is not filler. It is a liquid management middleware — a functional intermediary that executes three distinct engineering tasks simultaneously — what we call Functional Layer Interaction Analysis.
Acquisition
The ADL receives liquid from the topsheet above it and pulls it downward, away from the skin-contact surface. The speed at which it does this — measured in seconds per fixed volume — directly determines how long liquid remains on the surface the consumer can feel. A fast-acquiring ADL means the topsheet dries quickly. A slow one means the consumer perceives “wetness” even if the core has ample unused capacity.
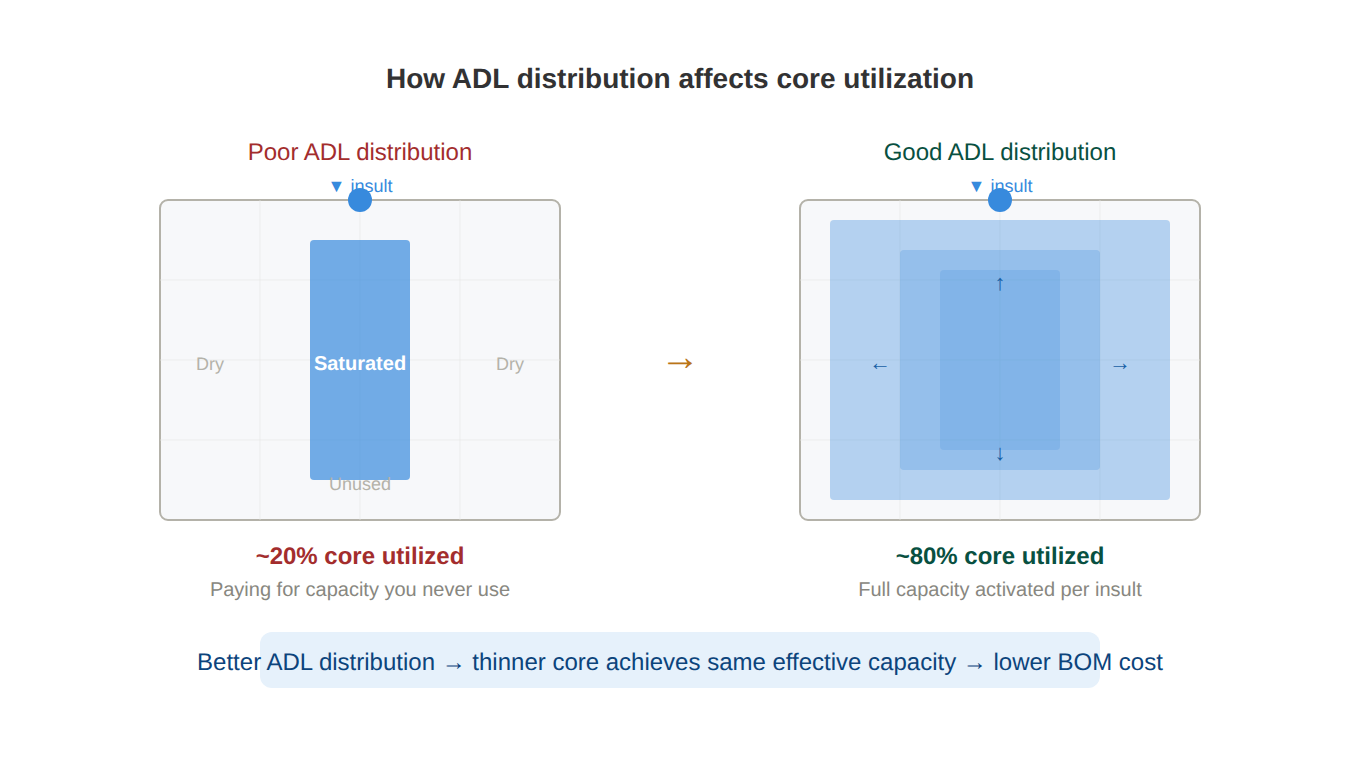
Distribution
Once liquid enters the ADL, it must spread laterally — sideways — before descending into the core. Without lateral distribution, liquid concentrates in a small area directly beneath the insult point, saturating a narrow column of core material while leaving the rest of the core unused. Good distribution means the core’s full absorbent area participates in each insult event. Poor distribution means you are paying for core material that never touches liquid.
Buffering
Between insult events — the intervals between urinations in real use — the ADL temporarily holds a small volume of liquid, preventing it from returning upward through the topsheet. This buffering function is distinct from the core’s long-term retention; it operates on a shorter timescale, managing the transition period between “liquid arrives” and “core locks it away.”
A useful analogy: the ADL functions like a network switch in a data center. It does not store data (liquid) permanently — that is the server’s job (the core). But it determines how quickly data arrives, how efficiently it gets routed to available servers, and whether the system experiences congestion or backflow under load. A network with excellent servers but a poor switch will underperform a network with average servers and an excellent switch.
In a diaper’s cross-section, the ADL occupies the zone immediately below the topsheet and immediately above the core wrap. Its physical position means every drop of liquid must pass through it — making it the mandatory bottleneck in the entire fluid management chain. If the bottleneck is engineered well, the system flows. If it is not, the system fails regardless of what sits above or below.
Chapter 3: Speed Compensation — Why the ADL Matters More Than the Core for Perceived Dryness
This is the chapter that changes how most product teams think about their design priorities.
The conventional assumption is that dryness — the consumer’s perception of whether the product feels wet or dry — is primarily a function of the core. A better core locks away more liquid, which means less liquid remains near the surface, which means the product feels drier.
This assumption is not wrong. But it is incomplete — and in many modern product architectures, it is no longer the binding constraint.
Here is why: core technology has advanced dramatically. A typical composite core in a modern premium diaper can absorb 400 to 600 ml of liquid. Actual use-case loading rarely exceeds 200 ml across a full wearing period. The core, in most cases, has substantial unused capacity. It is overengineered relative to the demand placed on it.
If the core has ample capacity but the consumer still perceives wetness, the bottleneck has shifted. It is no longer about how much liquid the core can hold. It is about how fast liquid leaves the surface — and that speed is governed primarily by the ADL.
We observed this phenomenon directly in a testing program where we measured absorption speed across three consecutive liquid insults — simulating the real-world scenario of a diaper being used over multiple urination events without being changed.
In configurations where the ADL was well-matched to the topsheet and core, first-insult speeds ranged from 9 to 20 seconds, and crucially, third-insult speeds remained in a similar range — indicating the system maintained its fluid management efficiency even under cumulative load.
In configurations where the ADL was absent, first-insult speed was already severely compromised, and by the third insult, the system had effectively ceased to function as a fluid management device.
We call this the speed compensation effect: the ADL compensates for the inherent speed limitations of the core. A SAP-based core, no matter how advanced, requires time to absorb and gel. During those critical seconds, liquid sits in the acquisition zone. The ADL’s job is to manage that residence time — pulling liquid away from the topsheet surface fast enough that the consumer never perceives it.
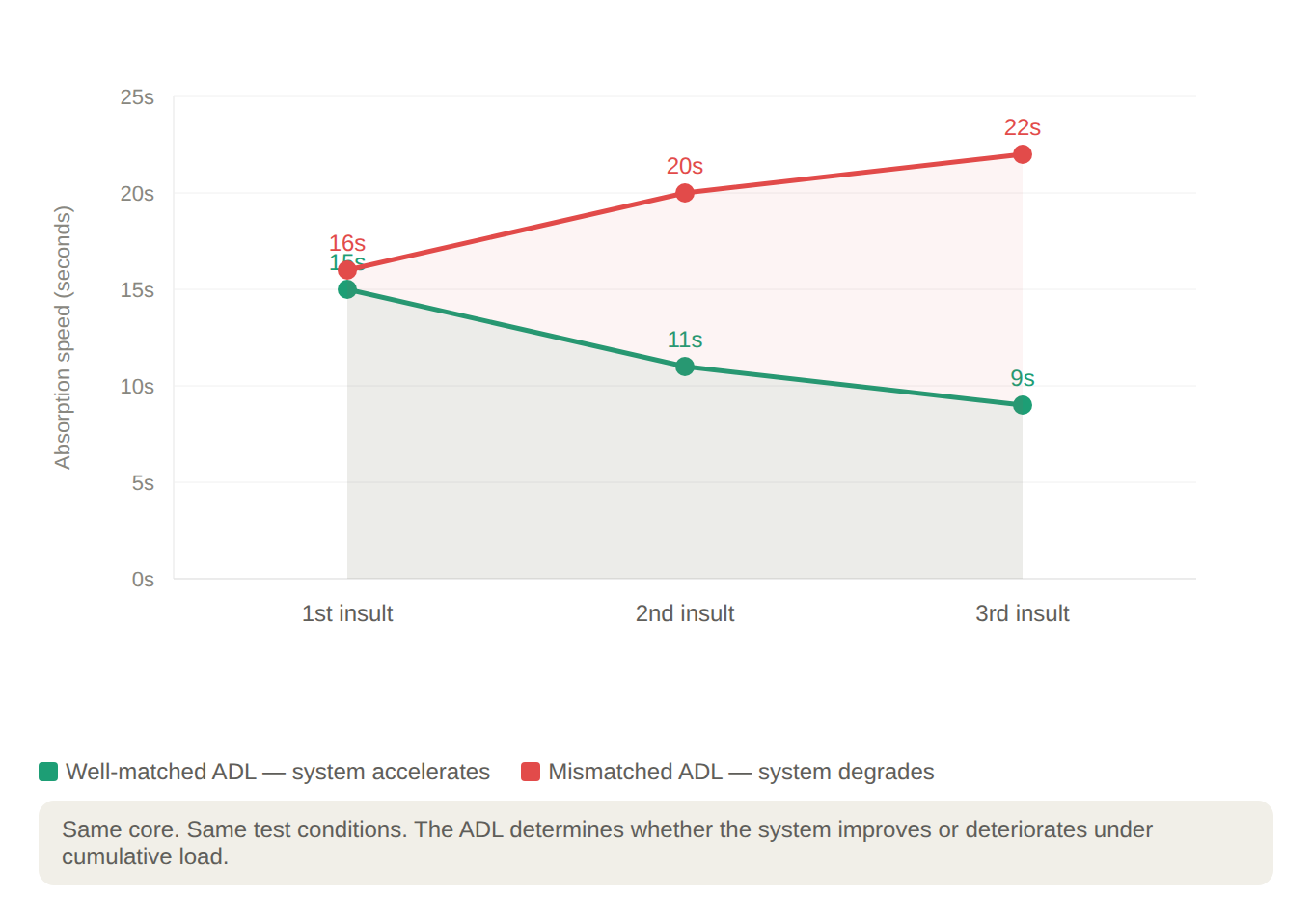
The data pattern is instructive. In a well-designed configuration we tested, the three-insult absorption speed sequence was approximately 15/11/9 seconds — the system actually accelerated with each successive insult. The mechanism: as the core’s SAP particles began to gel and create channels, liquid found increasingly efficient pathways through the pre-wetted structure. The ADL maintained fast enough acquisition that each insult event started from a “dry surface” condition.
By contrast, a different configuration using the same core but a mismatched ADL showed the opposite trajectory: speeds of approximately 16/20/22 seconds — progressively slowing with each insult. The ADL in this case was not acquiring liquid fast enough to prevent surface pooling, which created a feedback loop: residual liquid from the previous insult interfered with the next event’s acquisition, compounding the delay.
Same core. Same test conditions. Different ADL. One system improved under load; the other degraded. This is the speed compensation effect in action — the ADL determines not just the system’s starting performance, but its performance trajectory over the product’s wearing life.
The practical implication: if you are investing in a more expensive core to improve dryness scores and the improvement is marginal, the constraint is likely not the core. It is the ADL. A targeted ADL upgrade may deliver a larger dryness improvement per dollar spent than a core upgrade — because it addresses the actual bottleneck rather than adding capacity to a system that already has excess.
In one baseline comparison we conducted, upgrading the ADL configuration while holding the core constant reduced third-insult rewet by approximately 5 grams (see our analysis of rewet benchmark deltas) compared to the original product. That 5-gram difference crosses the threshold of consumer perception — it is the difference between “dry” and “damp” in a use scenario that simulates 6 to 8 hours of wear.
Chapter 4: The ADL Technology Landscape — Five Process Routes and Their Engineering Trade-offs
The ADL materials landscape includes at least five distinct technology routes, each with different performance profiles, cost structures, and supply chain implications.
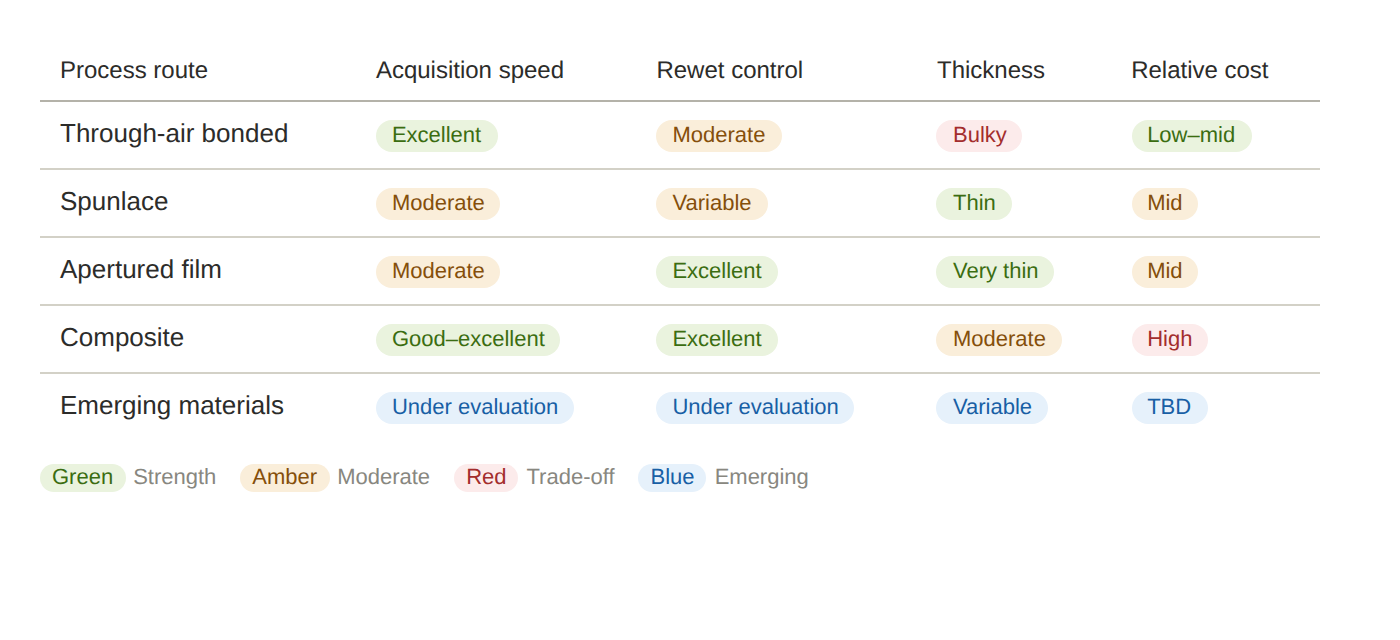
4.1 Through-Air Bonded (Hot-Air) ADL
This is the most common ADL type in the global market. Carded fibers — typically polyester, polypropylene, or bicomponent fibers — are laid into a web and bonded by passing hot air through the structure. The result is a lofty, bulky material with high void volume.
Performance profile: Excellent acquisition speed due to the open, porous structure. Good lateral distribution when fiber orientation is optimized. Moderate rewet performance — the open structure that allows fast acquisition also allows some liquid to return upward under pressure.
Engineering considerations: Through-air bonded ADLs come in various bonding configurations. Two common variants use different mechanical fixation methods — one producing a more uniform bond pattern, the other a more heterogeneous structure. The choice affects both the material’s compressibility under load and its recovery after compression, which in turn affects rewet performance in real-use scenarios where the product is subjected to body weight.
Current production capability from leading suppliers can achieve basis weights as low as 12 gsm, supporting the trend toward thinner, lighter product architectures.
4.2 Spunlace (Hydroentangled) ADL
High-pressure water jets entangle fibers mechanically rather than thermally. The result is a denser, thinner structure compared to through-air bonded ADL at the same basis weight.
Performance profile: Moderate acquisition speed — the denser structure creates more resistance to liquid flow compared to through-air bonded alternatives. Superior surface smoothness, which can improve the tactile interface with the topsheet above. Rewet performance varies significantly depending on fiber selection and entanglement density.
Engineering considerations: Spunlace ADLs tend to be thinner, which is advantageous for product architectures targeting minimal stack height (important in training pants where bulk affects fit and appearance under clothing). However, the reduced void volume means less buffering capacity between insult events.
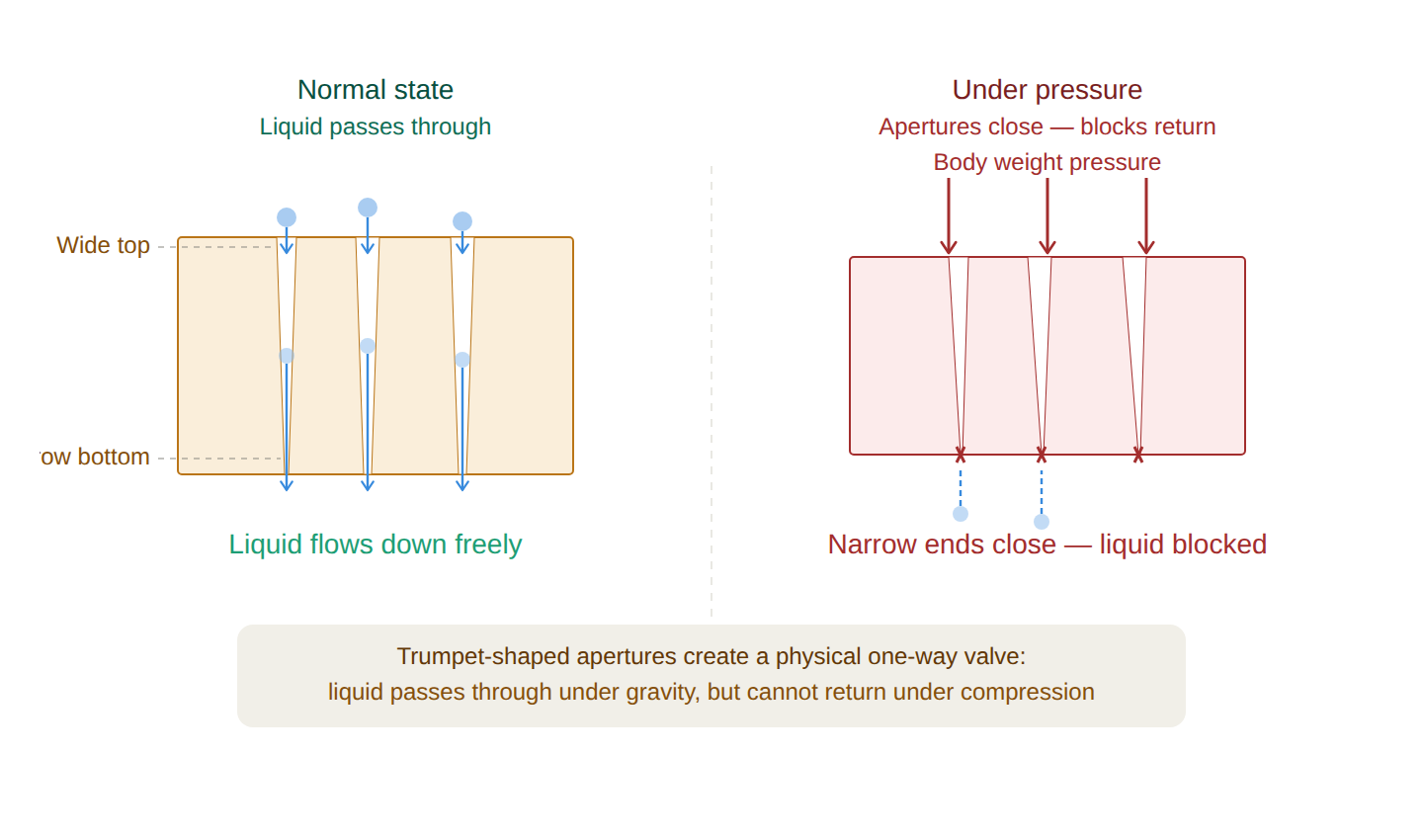
4.3 Apertured Film ADL
This is a fundamentally different approach. Instead of a nonwoven fiber structure, the ADL is a thin polymeric film — typically PE — with engineered perforations created through a vacuum-suction forming process.
Performance profile: The perforations are shaped in a funnel or trumpet configuration — wider on the top surface, narrower on the bottom. This geometry creates a physical one-way valve: liquid passes through the apertures under gravity and the slight pressure of body weight, but when the user shifts position and compresses the product, the narrower bottom openings partially close, physically blocking liquid from returning upward.
This pressure-dependent closure mechanism makes apertured film ADLs particularly effective at rewet reduction — often outperforming nonwoven ADL structures in rewet testing, especially under the third and subsequent insult events where cumulative load is highest.
Engineering considerations: Aperture size is determined by the forming roller specification — different roller patterns produce different hole diameters and distributions. Selecting the right aperture pattern requires matching it to the topsheet above: too large and the film texture becomes perceptible through thin topsheets; too small and acquisition speed suffers.
The vacuum-suction forming process itself introduces interesting engineering variables. The forming temperature, line speed, and vacuum pressure all affect the final aperture geometry — particularly the degree of “trumpet” flare and the smoothness of the aperture edges. Rough edges can create sites where fibers from adjacent layers snag during assembly, potentially compromising the ADL’s intended fluid management function. This is a process control variable that is invisible in finished-sample testing but can cause significant performance variation in mass production.
Apertured film ADLs also offer a potential advantage in converting: because the film is uniform and predictable (unlike nonwoven materials, which have inherent fiber-distribution variability), adhesive application and lamination processes tend to be more consistent, which can reduce waste and improve line speed at the converter level.
Apertured film ADLs can also be combined with nonwoven layers in composite structures (see 4.4 below), offering a path to optimize both acquisition speed and rewet control in a single ADL system.
4.4 Composite ADL (Film + Nonwoven, or Nonwoven + Simulated-Cotton Layer)
Several ADL configurations combine two or more functional sub-layers into a single integrated ADL component.
Film-on-nonwoven composite: An apertured PE film bonded to a through-air bonded nonwoven. The film provides the one-way valve function for rewet control; the nonwoven provides lateral distribution and buffering. This is a “best of both worlds” approach, but it adds material cost and production complexity.
Nonwoven + simulated-cotton composite: A through-air bonded ADL combined with a cotton-feel surface layer. A leading global brand has adopted this configuration in select product lines, using the composite to improve both the tactile perception (softer surface feel) and the functional performance (faster acquisition through the cotton-feel layer’s hydrophilic properties). This route is particularly relevant for brands pursuing a cotton-positioned product, as it allows the ADL to contribute to the overall cotton narrative without requiring the topsheet itself to carry the entire performance burden.
4.5 Emerging Materials — Cross-Category Migration
The most recent development in the ADL space involves materials originally developed for entirely different product categories being repurposed as ADL candidates.
One example: a plush-textured material originally engineered as a functional layer in face masks has been evaluated as an ADL alternative. Its dense, velvet-like fiber structure offers a different fluid management profile compared to conventional ADL materials — potentially improving hand feel and tactile perception of the overall product when the material is positioned within the absorbent system.
Another direction involves alternative bonding chemistries — chemical bonding rather than thermal or mechanical bonding — which can produce ADL structures with different porosity distributions and compression-recovery characteristics.
These emerging routes are not yet at mainstream commercial adoption for diaper applications. But they represent the expanding design space that product teams should be aware of when making ADL architecture decisions — particularly for premium-positioned products where material differentiation is a competitive lever.
4.6 Decision Framework: Selecting a Process Route
| Primary constraint | Recommended route | Rationale |
|---|---|---|
| Rewet performance | Apertured film or composite | Pressure-dependent closure mechanism |
| Acquisition speed | Through-air bonded | Highest void volume for fast liquid intake |
| Product thickness | Spunlace or thin-gauge film | Minimum stack height for discreet fit |
| Cost optimization | Standard through-air bonded | Best cost-per-performance at optimized GSM |
The correct ADL process route depends on your product’s priority hierarchy. There is no universally “best” option.
If your primary constraint is rewet performance (common for products targeting extended wear or overnight use), apertured film or film-nonwoven composite structures offer a structural advantage through their pressure-dependent closure mechanism.
If your primary constraint is acquisition speed (common for products targeting active toddlers in training pants, where insult events are sudden and high-volume), through-air bonded structures with optimized void volume are the typical starting point.
If your primary constraint is product thickness (common for training pants competing on discreetness under clothing), spunlace or thin-gauge apertured film options minimize stack height.
If your primary constraint is cost (common for mid-tier products scaling volume), standard through-air bonded ADLs at optimized basis weights offer the most favorable cost-per-performance ratio.
The critical mistake is selecting an ADL process route in isolation. ADL performance is system-dependent — it changes based on the topsheet above and the core below. For a focused comparison of the two most common process routes, see our analysis of Hot-Air vs. Spunlace ADL: Which Process Route Fits Your Product Architecture. This brings us to the next two chapters.
Chapter 5: The Topsheet-ADL Interface — Coupling Effects That Single-Layer Testing Cannot Reveal
The performance of an ADL material is not a fixed property. It shifts — sometimes dramatically — depending on what sits directly above it.
In a cross-component DOE testing program, we evaluated multiple topsheet-ADL combinations using a controlled protocol: identical core, identical test conditions, variable topsheet and ADL pairings. The results revealed three phenomena that single-layer testing would never have surfaced.
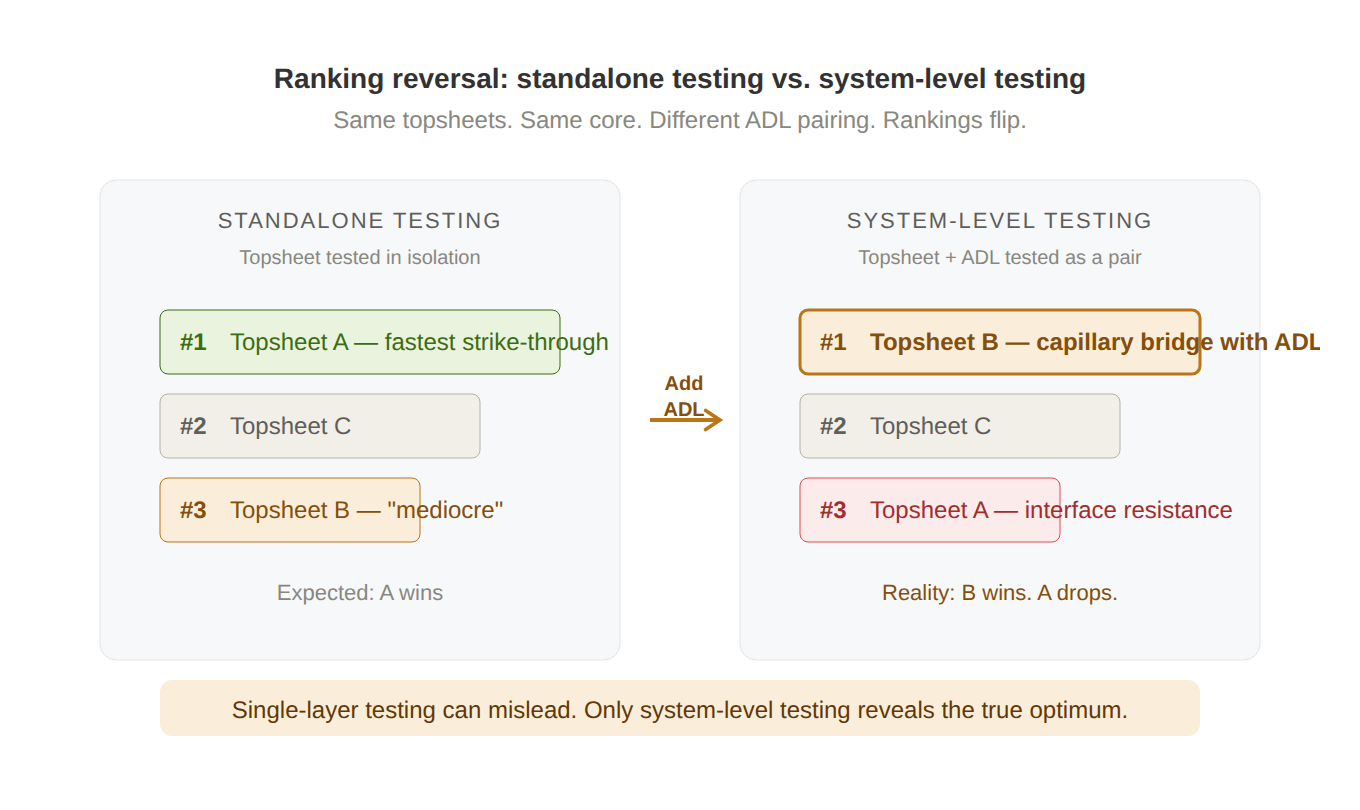
Phenomenon 1: Ranking Reversal
A topsheet material that ranked first in standalone liquid penetration testing dropped to a lower ranking when paired with a specific ADL. The mechanism: the fiber structures of the two layers created an interface resistance — a microscopic “dam” at the boundary where liquid velocity dropped sharply. A different ADL, with a fiber orientation that complemented the topsheet’s structure, restored the expected performance.
Phenomenon 2: The “Mediocre” Material Wins
A topsheet that performed moderately in standalone testing — neither the softest nor the fastest — became the system-level optimum when paired with a specific ADL. Its fiber alignment happened to create an efficient capillary bridge with the ADL’s structure, forming a high-throughput liquid channel that outperformed theoretically superior materials.
Phenomenon 3: Insult Count Changes Rankings
At first insult, performance differences across all topsheet-ADL pairings were relatively small — within approximately 15% standard deviation. By the third insult — simulating the product’s state after hours of real use — performance divergence exceeded 40%. Materials that appeared equivalent under single-insult testing diverged sharply under cumulative load.
These observations have a direct practical consequence for brands evaluating cotton topsheets. Cotton fibers are inherently hydrophilic — they attract and hold water, which is the opposite of what you want a topsheet to do (you want the topsheet to transmit liquid downward quickly, not retain it). The ADL beneath a cotton topsheet must compensate for this characteristic — it must acquire liquid even more aggressively than it would beneath a synthetic topsheet that actively repels liquid.
This means that selecting a cotton topsheet and pairing it with a “standard” ADL — whatever the supplier’s default recommendation happens to be — is a high-risk strategy. The topsheet-ADL coupling for cotton requires deliberate engineering, not default configuration. (For a comprehensive treatment of cotton topsheet engineering, see our complete cotton topsheet guide. For the testing methodology that reveals these coupling effects, see our deep dive on Cross-Component DOE: Testing Systems, Not Layers.)
Chapter 6: The Core-ADL Interface — Distribution Efficiency and Core Utilization
The ADL’s relationship with the core below it is equally consequential — but the mechanism is different.
While the topsheet-ADL interface governs speed (how fast liquid leaves the surface), the core-ADL interface governs utilization (how much of the core’s total capacity actually gets used).
A core’s theoretical absorption capacity — measured by saturating it uniformly in a laboratory — is always higher than its effective capacity in real use. The gap between theoretical and effective capacity is largely determined by how uniformly liquid is distributed across the core’s surface area before being absorbed. If liquid concentrates in a narrow column directly beneath the insult point, a small area of the core saturates quickly while the rest remains dry and unused.
The ADL’s lateral distribution function directly controls this utilization ratio. A high-distribution ADL spreads liquid across a wider area of the core surface, activating more SAP particles or fluff pulp fibers per insult event. A low-distribution ADL channels liquid into a concentrated column, wasting the majority of the core’s potential.
This interaction has different magnitudes depending on core architecture. In our testing, we compared two core types — a traditional fluff-pulp-dominant core and a modern composite core (SAP-dominant with minimal fluff) — under the same ADL conditions.
The composite core showed significantly better multi-insult performance: absorption speed actually improved with successive insults (the opposite of the fluff-pulp core, which slowed down). The mechanism: the composite core’s SAP distribution and channel structure worked synergistically with the ADL’s distribution function — liquid spread efficiently, gel blocking was minimized, and the core maintained open pathways for subsequent insults.
The fluff-pulp core showed the opposite pattern: performance degraded with each insult, because the pulp fibers compressed under repeated wetting, reducing void volume and impeding liquid distribution despite the ADL’s best efforts.
The quantitative magnitude of this difference was substantial. In our baseline comparison of the two core architectures under identical ADL conditions, the composite core’s total retention capacity exceeded the fluff-pulp core’s by approximately 120 grams — measured under the same standardized test protocol, using retail-purchased products from the same production batch. A 120-gram difference in effective capacity translates directly to extended wearing time: in practical terms, it can mean the difference between a product that lasts through the night and one that requires a change at 3 AM.
What makes this relevant to ADL selection is that the ADL was the same in both tests. The 120-gram capacity difference was driven by core architecture, but the ADL’s distribution function determined how much of each core’s theoretical capacity was actually accessible. With a well-matched ADL, the composite core’s inherent advantage was fully expressed. With a poorly matched ADL, even the composite core would underperform its potential — because liquid concentration in a narrow column activates only a fraction of the available SAP.
This leads to a non-obvious insight: the “best” ADL for Core A may not be the best ADL for Core B. If you change your core architecture — which many brands are doing as they migrate toward thinner, composite structures — your ADL selection should be re-evaluated as part of the transition. Carrying forward an ADL that was optimized for the old core into a new core architecture is a common source of unexpected performance regression.
Chapter 7: ADL Supplier Selection — A Practitioner’s Framework
Choosing an ADL supplier involves navigating a landscape that is simultaneously specialized and fragmented. At a recent industry exhibition focused on hygiene materials, we evaluated seven ADL-capable suppliers across a two-day intensive assessment. The experience crystallized several practical observations.
A More Diverse Landscape Than It Appears
ADL suppliers range from global nonwoven conglomerates with facilities on multiple continents to regional specialists with a single production line. The correlation between company size and material quality is weaker than most procurement teams assume. Some of the most interesting technical solutions came from smaller suppliers whose focus on ADL as a primary product category drove deeper process optimization than what large, diversified manufacturers achieved as a secondary offering.
At one major nonwovens exhibition, we encountered a supplier whose primary business was face-mask functional layers — not diaper components. Yet they had developed a plush-textured ADL material that offered a distinctly different hand feel and fluid management profile compared to conventional offerings. This kind of cross-category innovation is easy to miss if your supplier search is confined to the “diaper materials” section of the exhibition floor.
The in-person assessment advantage. ADL evaluation benefits disproportionately from physical trade show visits compared to other material categories. With topsheets, you can often assess tactile quality from mailed samples. With ADL materials, the critical differentiators — compression recovery, loft consistency, aperture uniformity — are best evaluated by handling multiple sample cuts side-by-side under consistent conditions. At one exhibition, we compared samples from three different suppliers producing nominally equivalent basis-weight materials: the loft difference was immediately apparent by touch, and it correlated directly with the rewet performance differences we measured later in the laboratory.
Supplier Data: Necessary but Insufficient
Every supplier presents datasheets showing their material’s performance. These measurements are real, but they are single-layer measurements — they tell you how the ADL performs in isolation, not how it performs in your specific product system. We observed cases where a supplier’s top-performing material by datasheet metrics underperformed a competitor’s “standard” material when both were tested in the same product configuration. The difference was system compatibility, not inherent material quality.
Price Variation: Dramatic and Counterintuitive
Price variation is dramatic — and not always correlated with performance. Within the same ADL category (e.g., through-air bonded, comparable basis weight), pricing across suppliers from different regions varied by more than 100%. The highest-priced option did not deliver proportionally better performance. In one case, a brand’s technical team told us they had been purchasing ADL material through a high-cost regional channel for years — their assessment was that the material had “always been expensive.” An equivalent material from an alternative sourcing path offered comparable performance at substantially lower cost. The barrier was not technology — it was sourcing inertia and the assumption that a known brand name justified the premium.
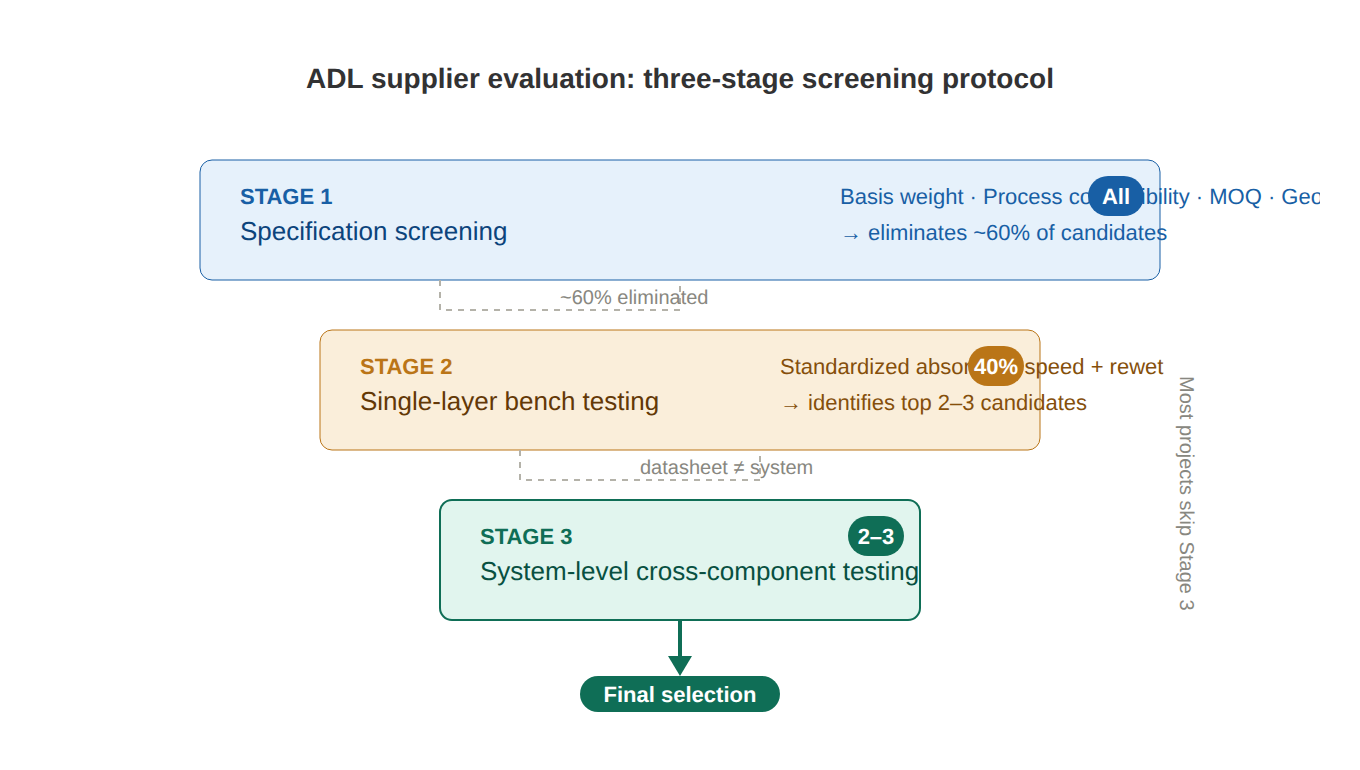
The Three-Stage Evaluation Sequence
The most efficient supplier evaluation follows a three-stage protocol — our Supply Chain Qualification Funnel:
 supplier screening funnel: specification screening eliminates 60%, bench testing identifies top 2-3, system-level testing makes the final selection” style=”width:100%;border-radius:8px;border:1px solid #eee;”/>
supplier screening funnel: specification screening eliminates 60%, bench testing identifies top 2-3, system-level testing makes the final selection” style=”width:100%;border-radius:8px;border:1px solid #eee;”/>
Stage 1 — Specification screening. Filter by hard parameters: available basis weight range, compatible processes (thermal bonding, hydroentanglement, etc.), minimum order quantities, and geographic supply chain alignment. This eliminates approximately 60% of candidates before any physical testing begins.
Stage 2 — Single-layer bench testing. Request samples and conduct standardized absorption speed and rewet testing under controlled conditions. This identifies the top 2-3 candidates.
Stage 3 — System-level cross-component testing. This is the step most projects skip — and the step that reveals whether a material that performs well in isolation actually performs well in your product. Assemble prototype configurations using each candidate ADL with your actual topsheet and core materials, and test as a system. Only system-level data should drive the final selection decision. (For the methodology behind this approach, see our analysis of Cross-Component DOE.) For the broader supplier evaluation framework within which ADL selection fits, see our Engineer’s Guide to Developing Baby Diapers with Asian Supply Chains.
Chapter 8: Cost Impact — Why ADL Economics Are Counterintuitive
The direct material cost of the ADL is modest. In a typical diaper BOM, the ADL represents a single-digit percentage of total material cost — far less than the core, comparable to or less than the topsheet, and roughly equivalent to the adhesive systems.
This makes the ADL an attractive target for cost reduction. And this is where most cost-optimization programs go wrong.
Reducing ADL specification — by moving to a lower basis weight, switching to a less expensive process route, or eliminating the ADL altogether — does reduce the line item. But the savings propagate into the system in ways that typically increase total cost.
Mechanism 1: Core Overengineering
If the ADL distributes liquid poorly, the core must be made larger or thicker to compensate — because a smaller fraction of the core’s area is being utilized. A better ADL can enable a thinner core that absorbs the same effective volume, because distribution ensures more of the core participates in each insult event. In many product architectures, the ADL cost savings from a downgrade is smaller than the core cost increase required to maintain performance.
Mechanism 2: Topsheet Performance Dependency
Some topsheet materials — particularly cotton-based topsheets, which carry a price premium — rely heavily on a competent ADL to achieve acceptable dryness. Degrading the ADL forces either a move to a more expensive topsheet (to compensate with faster standalone strike-through) or acceptance of a dryness performance regression that affects consumer satisfaction.
Mechanism 3: Consumer Experience Cost
A product that feels damp generates returns, negative reviews, and brand switching. The cost of a single percentage point increase in return rate or a measurable decline in repurchase rate dwarfs the material savings from ADL cost reduction. These costs are real but typically sit in a different budget line than material procurement, which is why they are invisible to the team making the ADL specification decision.
A case pattern we have observed repeatedly: A brand invests in a premium topsheet material — cotton, for instance — to support a differentiation narrative. The topsheet performs well in standalone testing. But in the final product, the dryness benefit underwhelms because the ADL beneath it was not upgraded to match. The brand has spent incremental dollars on the topsheet and captured minimal incremental performance, because the ADL — the cheaper layer — is constraining the system.
The correct sequence would have been to evaluate the topsheet and ADL as a coupled pair, potentially reallocating a portion of the topsheet budget to an ADL upgrade. In many cases, a moderately priced topsheet paired with a well-matched ADL outperforms an expensive topsheet paired with a default ADL — at a lower total cost.
The engineering-correct approach to ADL cost optimization is not “reduce ADL cost” but “optimize system cost.” This sometimes means spending more on the ADL to enable savings elsewhere — a counterintuitive move that requires system-level thinking rather than line-item thinking.
Chapter 9: ADL Configurations Across North American Brands — What Reverse Engineering Reveals
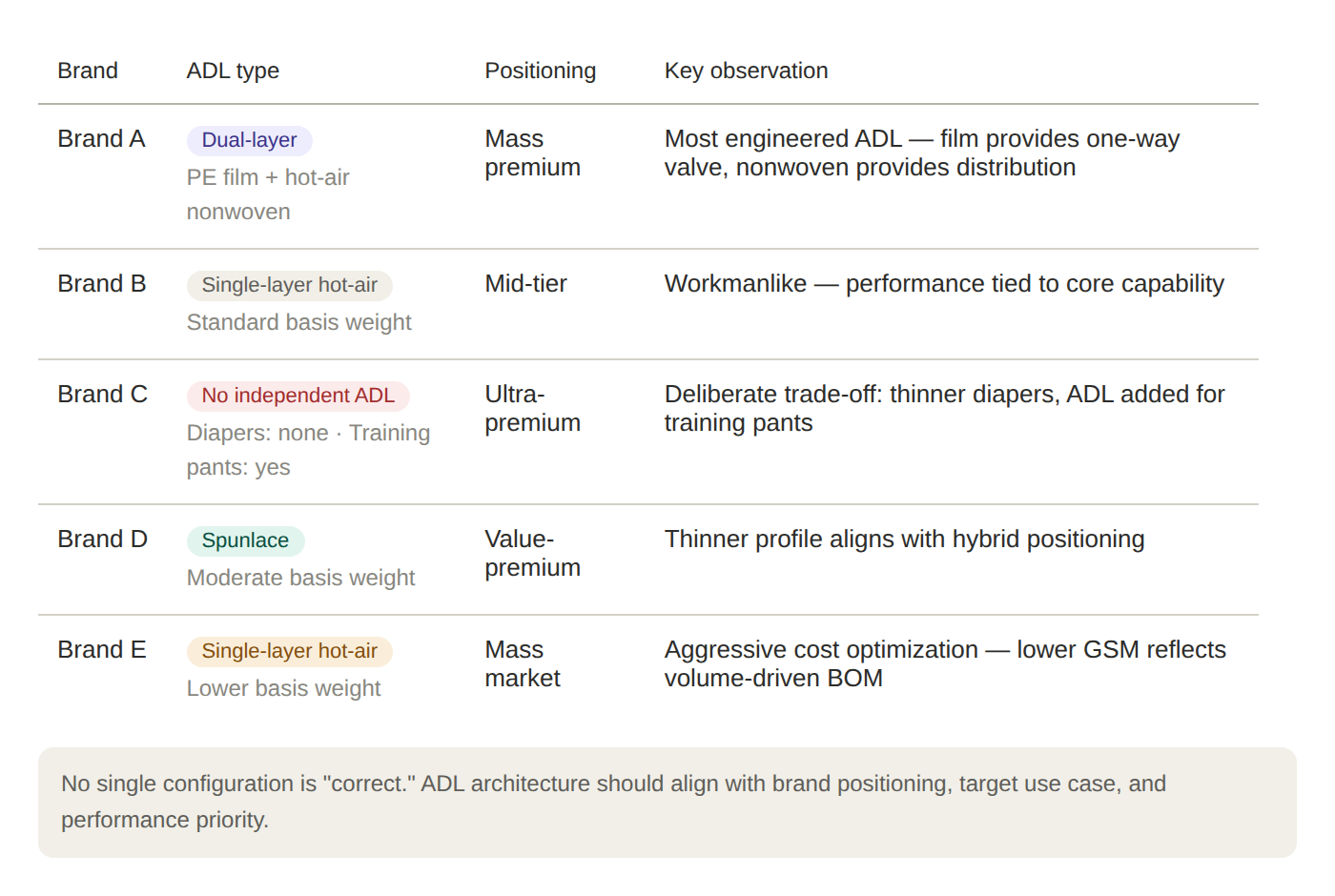
We have disassembled and characterized products from five major brands competing in the North American baby diaper and training pants market. The ADL configurations across these products reveal surprising heterogeneity.
| Brand | ADL type | Positioning |
|---|---|---|
| Brand A | Dual-layer (PE film + hot-air nonwoven) | Mass premium |
| Brand B | Single-layer hot-air (standard GSM) | Mid-tier |
| Brand C | No ADL (diapers) / with ADL (training pants) | Ultra-premium |
| Brand D | Spunlace (moderate GSM) | Value-premium |
| Brand E | Single-layer hot-air (lower GSM) | Mass market |
Brand A uses a dual-layer ADL system — an apertured PE film positioned above a through-air bonded nonwoven. The film provides directional liquid flow (down only); the nonwoven provides lateral distribution. This is the most engineered ADL configuration in our sample set, and it correlates with this brand’s strong multi-insult rewet performance.
Brand B uses a single-layer through-air bonded ADL with standard basis weight. A workmanlike configuration — effective but not differentiated. Its performance is closely tied to the core’s capabilities rather than the ADL’s contribution.
Brand C — positioned as a premium brand — uses no independent ADL layer in its diaper product. Instead, the topsheet itself is designed to perform acquisition and initial distribution functions, relying on the core’s wrap layer and channel structure to handle distribution. This is a deliberate engineering choice, not an oversight: by eliminating the ADL, the product achieves a thinner stack height and a more flexible hand feel. However, our testing shows this configuration trades rewet performance for thinness — a trade-off that works for daytime use but may underperform during extended or overnight wear scenarios.
Interestingly, the same Brand C uses a completely different approach in its training pants — which do include an ADL. This suggests the brand’s engineering team made a deliberate product-architecture decision: diapers optimize for thinness (no ADL), training pants optimize for performance under higher-pressure insult conditions (with ADL).
Brand D uses a moderate-weight spunlace ADL, consistent with its positioning as a value-premium hybrid.
Brand E uses a standard through-air bonded ADL at a lower basis weight than Brand B — reflecting a more aggressive cost optimization strategy.
Cross-product variation within brands. One of the more revealing findings from our reverse engineering work is that individual brands often use fundamentally different ADL strategies across their own product lines. Brand C, as noted, uses no ADL in its diapers but includes one in its training pants. We observed a similar pattern with another brand that employed a single-layer ADL in its standard line but a dual-layer composite ADL in its premium tier — suggesting a conscious decision to use ADL architecture as a tier-differentiation lever rather than standardizing across the portfolio.
This within-brand variation confirms that ADL selection is — or should be — a product-level engineering decision, not a brand-level default. The use case matters: a daytime training pant worn by an active toddler faces different insult dynamics (sudden, high-pressure, positionally variable) than an overnight diaper worn by a sleeping infant (gradual, low-pressure, positionally stable). Optimizing the ADL for one use case may actively degrade performance in the other.
The “no ADL” design philosophy. Brand C’s decision to omit the ADL in its diaper product line deserves deeper examination, because it represents a coherent engineering philosophy rather than a cost-cutting shortcut. By relying on the topsheet itself to perform acquisition functions (through a carefully engineered hydrophilic gradient) and on the core’s channel architecture to handle distribution, Brand C achieves a product with fewer discrete layers — translating to a thinner, more flexible product that more closely mimics the feel of underwear.
The trade-off, which our testing confirmed, is measurable: this product’s rewet performance under the third insult is notably higher than products with dedicated ADL layers. In practical terms, this means the product performs well for daytime use (typically 2-3 insult events) but may not deliver the dryness expected for extended or overnight wear (4+ events). Whether this trade-off is acceptable depends entirely on the brand’s target use case and positioning — it is not a flaw in engineering, but a deliberate optimization toward a different priority.
The key takeaway is not that any single configuration is “correct.” It is that ADL architecture is a deliberate product design decision that should align with the brand’s positioning, use-case priority, and target consumer. Brands that treat ADL selection as a default — accepting whatever the converter’s standard configuration includes — are missing an engineering lever that their competitors may be actively optimizing.
Chapter 10: From Default Configuration to Engineering Decision
This guide has covered why the ADL matters (more than its BOM share suggests), how it works (three simultaneous functions), what technology options exist (five process routes with distinct trade-offs), how it interacts with adjacent layers (coupling effects that single-layer testing misses), and what current market practice looks like (wide variation among leading brands).
The central argument is simple: the ADL deserves the same engineering rigor that product teams routinely apply to topsheet selection and core specification. It is not a commodity layer to be filled in after the “important” decisions are made. It is a system-critical component that influences every other layer’s effective performance.
Three actions to take away:
Action 1: Audit Your Current ADL Specification
Do you know what process route your current ADL uses? What basis weight? What fiber composition? If these answers are not immediately available — if the ADL specification is buried in the converter’s standard bill of materials rather than explicitly called out in your product brief — you have an engineering blind spot.
Action 2: Test at System Level
If you have not conducted cross-component testing that evaluates your ADL’s performance in combination with your actual topsheet and core materials (rather than in isolation), your performance data for this layer is incomplete. Even a simplified comparison — current configuration versus one alternative ADL — can reveal whether your current system is optimized or merely functional. A single controlled test can deliver more actionable insight than months of reviewing supplier datasheets.
Action 3: Revisit ADL When Anything Else Changes
If you are changing your topsheet material, upgrading your core architecture, switching converters, or adjusting your product’s target use case, the ADL specification should be re-evaluated as part of that transition. It is the bridge between topsheet and core — when either endpoint moves, the bridge must be re-examined.
The ADL will remain invisible to consumers. It will never appear on packaging. It will never be the subject of a marketing campaign.
But the next time your product team reviews a prototype and asks why the third-insult rewet is higher than expected — or why the new topsheet is not performing as well as the supplier’s standalone data predicted — the answer may be sitting in that 2-mm layer that nobody thought to question.
Bring Your ADL Question
CORIO offers a complimentary 30-minute technical diagnostic — not a sales call, but an engineer sitting with you to review your current product architecture, your ADL specification, and the single most impactful adjustment you could make in your next development cycle. No slides, no sales pitch. You come with a question about your product’s fluid management performance, you leave with an actionable engineering recommendation.
Schedule a Technical Diagnostic →
This is the third in CORIO’s series of engineering pillar guides. For the complete product development process, see our Engineer’s Guide to Developing Baby Diapers with Asian Supply Chains. For the specific challenges of cotton topsheet engineering, see our Cotton in Diapers: From Fiber Science to Shelf. For the testing methodology that reveals cross-component interactions, see our analysis of Cross-Component DOE: Testing Systems, Not Layers.
This guide was written by the CORIO Product & Supply Chain Engineering team, based on hands-on project experience in baby diaper and training pants categories. All methodologies, data references, and scenarios have been sanitized and do not disclose confidential information about any specific brand, supplier, or client engagement.
© 2026 CORIO Hygiene Innovation. All rights reserved.