Introduction: “We Want a Cotton Topsheet” — Then What?
That sentence is showing up more and more in product meetings at North American baby care brands. The logic behind it is intuitive: consumers prefer natural materials, “100% cotton” is a powerful claim on packaging, and — at least instinctively — cotton feels softer and more skin-friendly than synthetic fibers.
But “instinct” is a dangerous basis for product decisions.
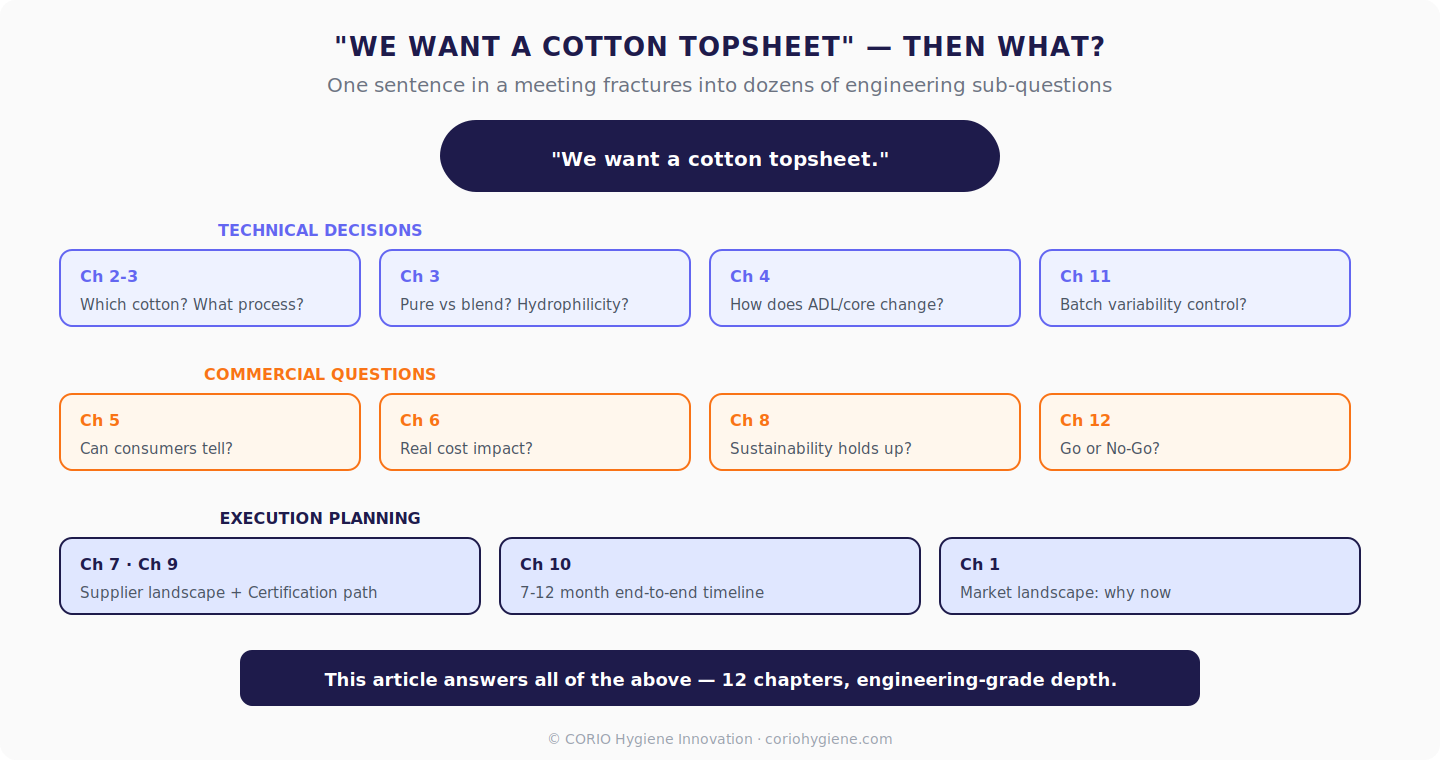
When that sentence travels from the meeting room to the engineering team to the supply chain, it fractures into dozens of sub-questions that must be answered: Which type of cotton? Pure cotton or blended? What process turns cotton into a topsheet? What happens to absorption performance after it becomes a topsheet? How do the invisible layers underneath need to be adjusted? Can consumers actually tell the difference between cotton and synthetic? Does the sustainability narrative hold up under scrutiny? And once you’re in mass production, how do you manage the natural batch-to-batch variability of cotton?
This article attempts to answer all of those questions. Not with “it depends,” “roughly,” or “it varies” — but with engineering data and supply chain operating experience.
But before diving into engineering details, let’s answer a more fundamental question: Is this worth doing? Where’s the market? How far have others gone?
Chapter 1: Market Landscape — Why Now
1.1 Cotton Topsheets Aren’t a Niche Experiment — They’re a Structural Trend
Five years ago, brands labeling “cotton topsheet” in the North American market could be counted on one hand — basically limited to the flagship lines of a few ultra-premium DTC brands.
Today the landscape is completely different. “Natural materials” has shifted from niche preference to mainstream expectation. Consumer surveys consistently show “ingredient transparency” and “natural materials” climbing in purchase decision rankings among young parents — in some studies trailing only absorption performance and leak protection reliability.
Retail channels are pushing it too. Major retailers’ baby category buyers are actively looking for products that create shelf differentiation against legacy giants. A cotton topsheet — especially “100% Cotton Topsheet” printed on the front of pack — delivers a differentiation signal visible at first glance.
Cotton topsheets are no longer just a “nice to have.” They’re becoming one of the entry requirements for mid-to-premium brands seeking retail channel placement.
1.2 Three Established Paths
Through CORIO’s engineering-grade teardown analysis of major cotton topsheet products on North American shelves, three distinct paths emerge:
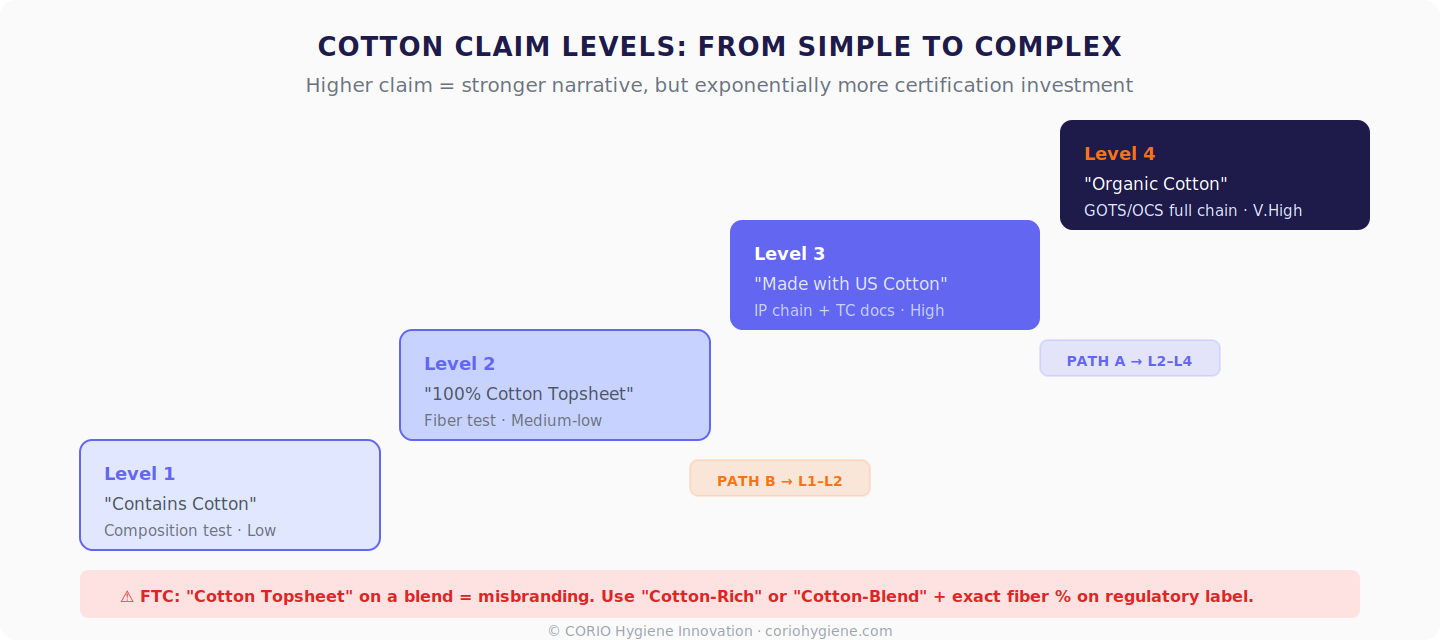
Path A: “Pure Cotton + Origin Certification.” Topsheet is 100% cotton fiber, with a complete IP traceability chain, and packaging labeled “Made with US Cotton.” Most complex supply chain, highest cost, largest certification investment — but the strongest brand narrative. Brands that take this path are typically DTC-born, with their story built around “natural / transparent / traceable.”
Path B: “Cotton Blend + No Origin Claim.” Topsheet uses a cotton-synthetic blend spunlace, labeled “Cotton-Enriched” or “Contains Cotton” without origin designation. Supply chain complexity and cost premium are significantly lower than Path A. Brands that take this path are typically growth-stage companies expanding into retail — they need a “cotton” label for shelf differentiation, but don’t need their entire brand narrative hinging on an origin story. This is currently the fastest-growing path.
Path C: “Ultra-Fine Synthetic, No Cotton Narrative.” Topsheet uses ultra-fine denier synthetic fibers, with hand feel already very close to cotton, but no “cotton” claim. Differentiation strategy is positioned on other dimensions.
Which path are you considering? That judgment will shape how you read every chapter that follows. This article provides deep coverage of both Path A and Path B — Path A means you should focus on Chapter 2 (fiber selection), Chapter 7 (supplier certification evaluation), and Chapter 9 (IP traceability chain); Path B means you should pay particular attention to the blend process discussion in Chapter 3, the blended perception testing in Chapter 5, and the claim boundary discussion in Chapter 9.

1.3 What Consumer Reviews Reveal
CORIO has systematically analyzed hundreds of consumer reviews of cotton topsheet products across major North American e-commerce platforms. Several recurring patterns emerge:
The core word in positive reviews isn’t “cotton” — it’s “soft.” Consumers rarely write “I like this product because it’s made of cotton.” They write “feels especially soft,” “noticeably better hand feel than what we used before.” The label value of cotton and the experience value of cotton are two different things in consumers’ minds.
Negative reviews cluster in two areas: absorption performance and lint. “Absorption speed doesn’t seem as fast as what we used before” and “little cotton fibers come off the surface” — these correspond precisely to the engineering challenges in Chapter 3 (hydrophilic treatment) and Chapter 4 (system integration). Consumers don’t use engineering language, but their complaints point directly at engineering shortfalls.
The takeaway: If your cotton topsheet product doesn’t perform at least on par with synthetic topsheets in absorption and lint, “100% Cotton” on the package won’t protect you. The label gets consumers to try once, but the experience determines whether they buy again.
Chapter 2: The Material Science of Cotton Fiber
2.1 Cotton Isn’t One Parameter — It’s a Set of Parameters
Cotton, as a natural fiber, has physical properties influenced by origin, variety, growing season, and even harvesting methods. Unlike synthetic fibers — whose parameters can be precisely controlled on the production line — cotton’s performance parameters carry inherent natural variability. This characteristic affects not just the development phase (this chapter) but also mass production quality control (Chapter 11).
Key parameters:
Staple Length. Longer-staple cotton produces smoother, lower-lint nonwoven surfaces — but costs several times more than short-staple cotton.
Micronaire (Fineness). There’s an optimal balance range for topsheet applications — too fine and fibers break easily; too coarse and the hand feel turns stiff.
Tenacity. Cotton fiber wet strength increases by approximately 20% — an inherent advantage for a topsheet that repeatedly absorbs liquid impact while needing to maintain structural integrity.
2.2 Bleached vs. Unbleached
Unbleached cotton retains its natural pale yellow color and trace cottonseed hull fragments. From a marketing standpoint, it signals “natural,” but from an engineering standpoint: color variation between batches is visible to the naked eye, cotton wax interferes with hydrophilicity, and microbiological risk increases.
Our observation across actual projects: most brands choose bleached cotton once they fully understand the engineering trade-offs. The engineering team’s job is to quantify those trade-offs and present them so decision-makers can make evidence-based choices.
2.3 Origin Selection
If you plan to label “Made with US Cotton,” a complete IP traceability chain is required (see Chapter 9).
A key cost insight: topsheet material represents only a small fraction of total BOM cost (see Chapter 6). The landed cost of US cotton at Asian manufacturing facilities is a certain percentage higher than locally sourced Asian cotton, but the incremental impact on the total product cost is often much smaller than intuition suggests. Many brands are scared away by the absolute price differential of topsheet material — but have never calculated what that differential represents as a percentage of total product cost.
Chapter 3: From Cotton to Topsheet — Process Parameters and Blending Decisions
3.1 Why Spunlace
In the diaper topsheet context, spunlace is effectively the only viable process: hand feel closest to natural cotton fabric, pore structure suited for liquid penetration, and capable of handling blended fibers.
3.2 GSM Selection
Too thin: insufficient strength, cloudiness, rising lint rates. Too thick: increased cost, slower absorption speed. There’s an engineering comfort zone — the specific optimal point depends on fiber type, spunlace parameters, and what’s beneath the topsheet layer. An experienced team produces multiple GSM gradient samples and uses data to lock the optimum.
3.3 Hydrophilic Treatment: Cotton’s Achilles’ Heel
Cotton fiber, even after bleaching, has initial hydrophilicity inferior to synthetic topsheets. When the topsheet isn’t hydrophilic enough, urine spreads laterally across the surface — consumers perceive “surface wetness.”
Two categories of solutions: post-process impregnation (lower cost but performance degrades after repeated insults) and fiber-level modification (durable but expensive, with fewer suppliers).
The critical validation habit: don’t just test first-strike penetration — test multiple strikes, simulating the real-use decay curve.
3.4 Blend Ratio: The Core Engineering Decision for Path B
If you’re on Path B (cotton blend), the blend ratio isn’t a marketing decision — it’s an engineering decision that directly impacts four dimensions:
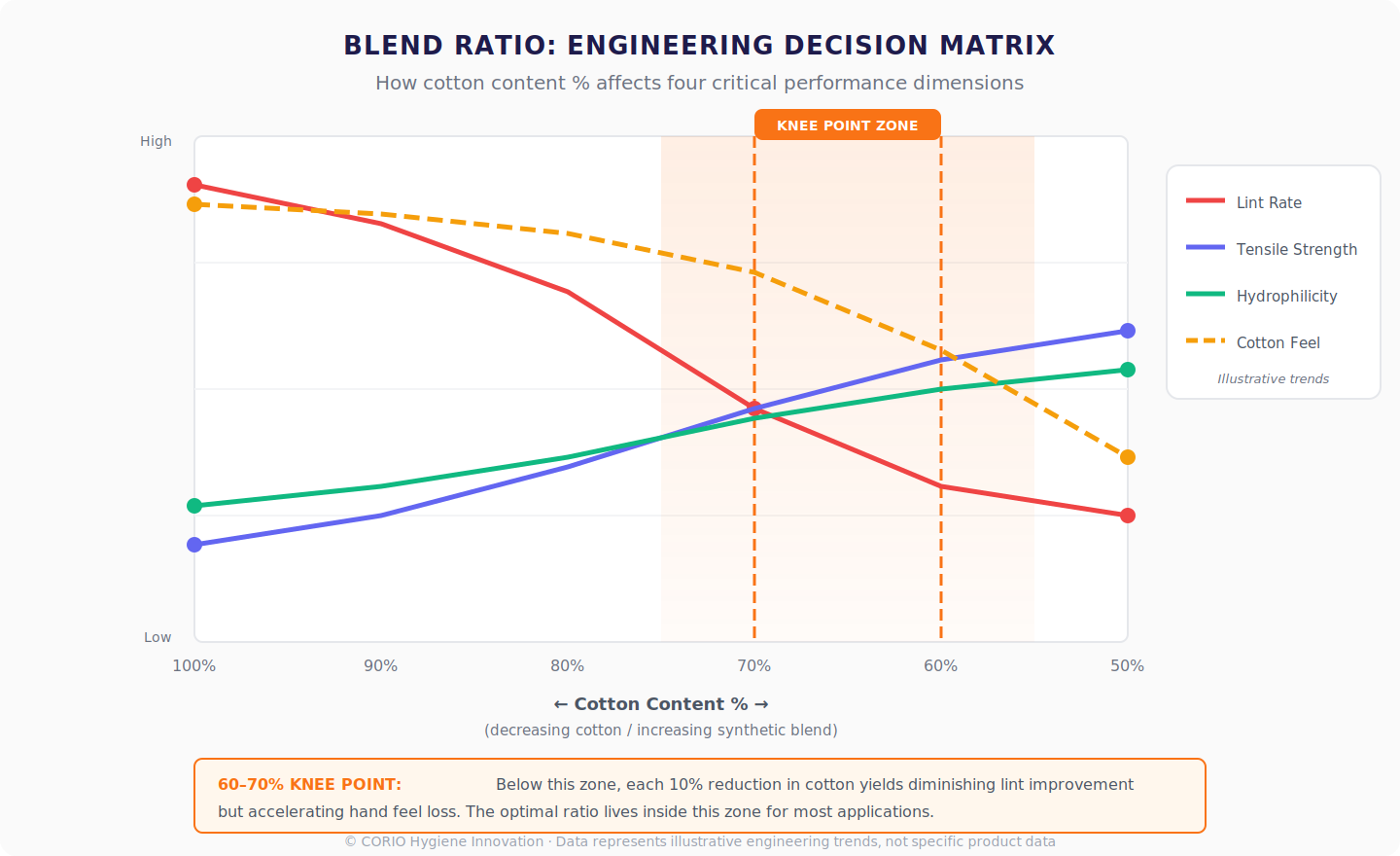
Lint rate. This is the hardest problem to solve with pure cotton topsheets. Cotton fibers are shorter than synthetic fibers, and edge fibers tend to shed during spunlace processing. Blending in bicomponent (ES) fibers allows thermal bonding to “anchor” cotton fibers within the network structure. Our experience: reducing cotton content from 100% to 70% yields the most significant improvement in lint rates. Going from 70% to 50% still improves things, but with diminishing returns. There’s a “knee point” — roughly in the 60–70% cotton content range. Beyond this point, each additional 10% reduction in cotton content yields increasingly smaller lint improvements, while hand feel degradation begins to accelerate.
Tensile strength. Pure cotton spunlace fabric typically has lower machine direction (MD) and cross direction (CD) tensile strength than synthetic topsheets of the same GSM. Blending significantly improves this, especially in the CD direction — which is critical for topsheet unwind stability on high-speed converting lines. If your finished-goods manufacturer runs at higher line speeds, a pure cotton topsheet may tear during unwind. In this case, blending is a practical necessity, not just cost optimization.
Hydrophilicity. Synthetic fibers can have hydrophilic masterbatch added directly during melt-spinning. After blending, the topsheet’s initial hydrophilicity is better than pure cotton — meaning the “burden” on post-process impregnation is lighter, and the decay curve after multiple insults is more gradual.
Hand feel. Lower cotton content moves the topsheet tactile profile closer to synthetic — smooth and slick rather than warm and plush. Whether consumers perceive this difference depends on the specific cotton content and the synthetic fiber chosen (see blind test data in Chapter 5).
There’s no “standard answer” for blend ratio — but there is an engineering decision framework: First, determine your hard constraints on lint rate and strength (your converter’s line speed and your quality standards). Then determine your targets for hand feel and claims. Finally, find the feasible zone between those two sets of constraints. In our projects, CORIO typically produces 3–4 samples at different ratios for parallel testing, using data rather than intuition to lock the final ratio.
Chapter 4: Below the Topsheet — How Cotton Changes the Entire Product Architecture
4.1 The Topsheet Isn’t an Isolated Layer
The most common misconception among brand teams: thinking that changing the topsheet only changes the topsheet.
Every layer in a diaper has physical coupling relationships with adjacent layers — what CORIO calls the “Inter-Layer Coupling Effect.” Changing any single layer’s material properties creates cascading performance changes in adjacent layers.
4.2 The ADL: A Critically Undervalued Layer
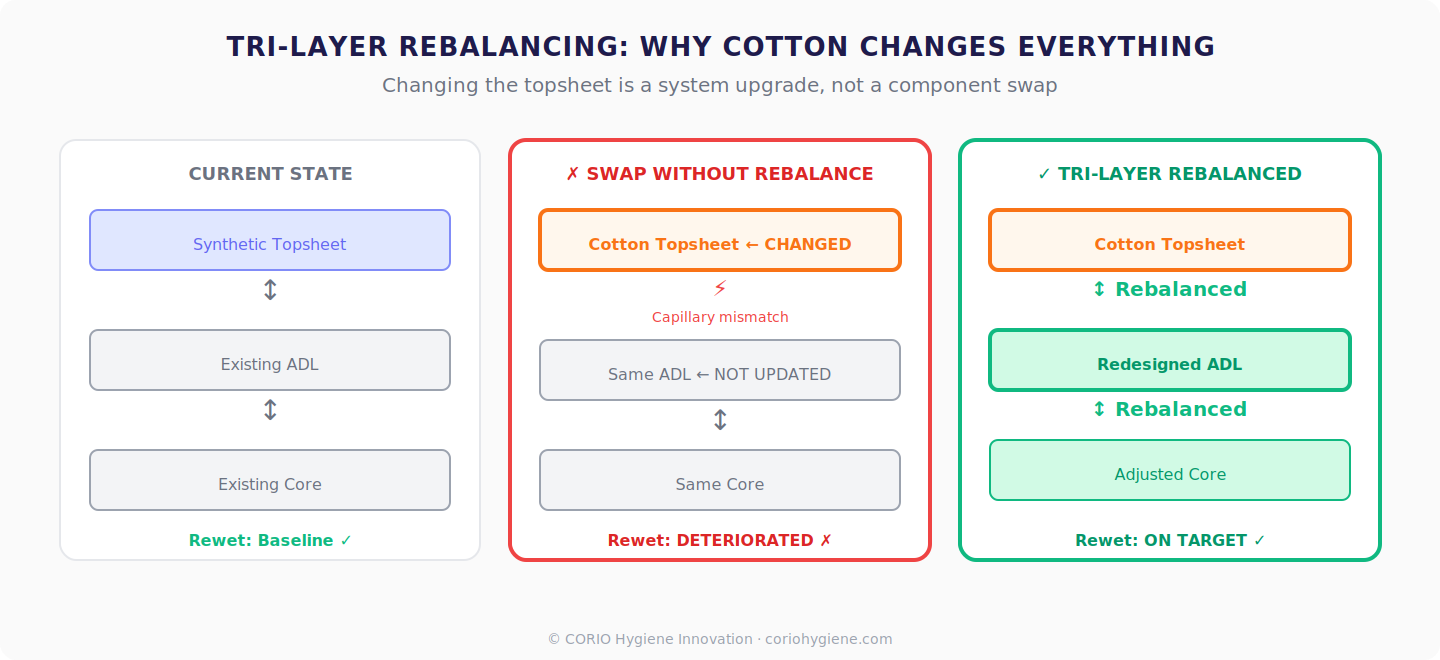
Switch the topsheet from synthetic to cotton: the rhythm of liquid reaching the ADL changes, the interfacial capillary force balance shifts.
A finding validated repeatedly: When the topsheet changes to cotton but the ADL stays the same, rewet values almost always deteriorate. Improving rewet requires redesigning the entire “topsheet–ADL–core” liquid transfer pathway — what we call “Tri-Layer Rebalancing.”
4.3 Frontier Exploration: Simplifying the Inter-Layer Structure
Some premium products in the Asian market have begun using designs that differ from traditional ADL architecture — using structured surface channels on the core itself for lateral distribution. One fewer layer equals one fewer interface. But mold precision and process stability requirements are higher. Worth watching; not yet a mature solution.
4.4 System Upgrade, Not Component Swap
A topsheet change must be treated as a system upgrade. The core may also need adjustment.
The challenge is greater in training pants: more friction during put-on and removal, more active wearers, harder single insults with different directionality. Tri-Layer Rebalancing needs to be completely re-executed under dynamic conditions.
Chapter 5: Can Consumers Actually Tell the Difference? — Perception Validation Methodology
5.1 Is “Feels Softer” a Reliable Instinct?
In blind tests CORIO has participated in, the proportion of consumers who correctly identified cotton topsheets — without knowing any material information — typically doesn’t exceed half. Essentially random guessing.
But the value of cotton topsheets has two independent sources:
Physical perception value. Cotton’s touch feels warm and plush; synthetic feels smooth and light. Which is “better” depends on consumer expectations — satisfaction increases when they’re told “this is cotton.”
Label perception value. The psychological reassurance from “100% Cotton Topsheet” on the package, independent of physical touch.
5.2 Blend vs. Pure Cotton Perception Differences
The question Path B brand teams care about most: can consumers distinguish a 70/30 blend from 100% pure cotton?
Our blind test observations: when cotton content is above 60%, consumers’ tactile scores show no statistically significant difference from pure cotton. Below 50%, “smoothness” begins to rise — some consumers (especially those with explicit expectations for a “cotton feel”) notice the difference.
But there’s an important distinction: tactile blind tests and actual use experience are different things. In real-use scenarios, consumers pay far less attention to topsheet feel than to absorption performance and dryness — no one carefully evaluates fiber composition at 3 AM during a diaper change. A blended topsheet that outperforms pure cotton in absorption (because of better hydrophilicity) may actually score higher in real-use satisfaction.
5.3 Dual-Phase Perception Test
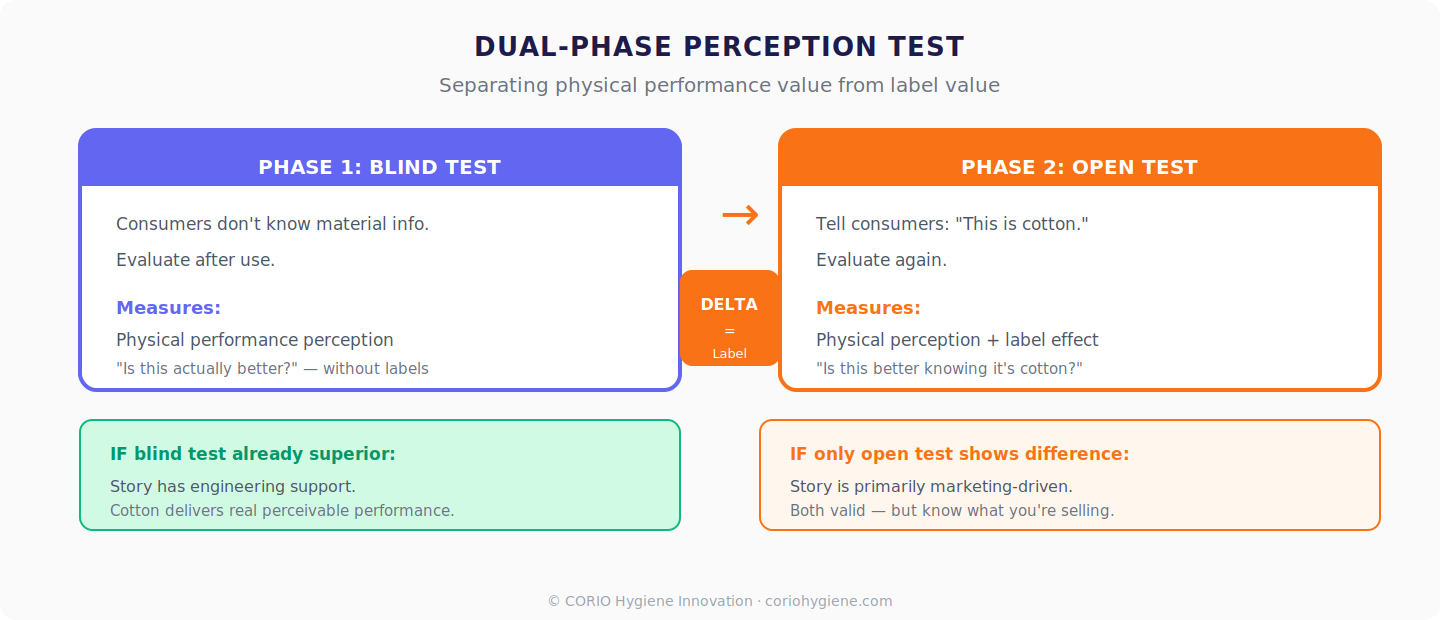
Phase 1: Blind test. Consumers don’t know material information. They evaluate after use. This measures whether physical performance itself is perceived as “better.”
Phase 2: Open test. Consumers are told material information, then evaluate again. This measures the lift from the label effect.
The delta between phases equals “label premium.” If the blind test already shows significant superiority over synthetic, the story has engineering support. If blind test differences are minimal but open test differences are significant, the story is primarily marketing-driven. Either is viable — but you need to know what you’re selling.
5.4 Mapping Subjective Perception to Objective Parameters
Reducing rewet from 5g to 3.5g may produce significant perceived improvement. But reducing from 3.5g to 2g may yield virtually no perceptible benefit — 3.5g is already below the “dry/wet” perception threshold.
The engineering team’s value isn’t just making parameters better — it’s helping the brand identify: which parameter improvements consumers can actually perceive, and which have already crossed the threshold.
Chapter 6: BOM Impact — The Real Cost Picture
6.1 Topsheet’s Weight in the BOM
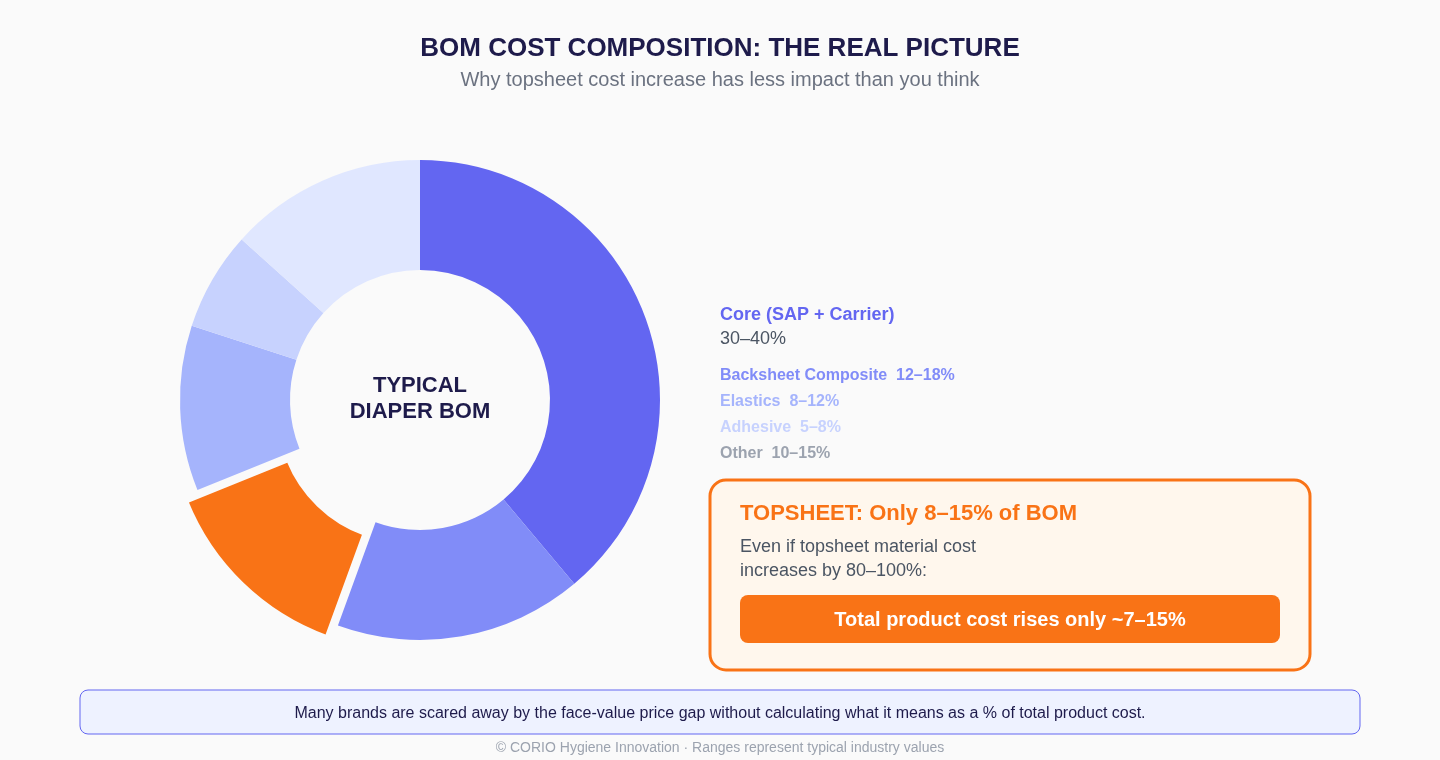
| Component | Typical Cost Share |
|---|---|
| Core (SAP + carrier) | 30–40% |
| Backsheet / film composite | 12–18% |
| Topsheet | 8–15% |
| Elastics | 8–12% |
| Adhesive system | 5–8% |
| Other | 10–15% |
The topsheet is only 8–15% of total BOM. Even if topsheet material cost increases by 80–100%, total product cost rises by only approximately 7–15%. For mid-to-premium brands, this is fully absorbable through pricing strategy.
6.2 Iceberg Costs
What actually drives projects over budget isn’t the topsheet material itself: Tri-Layer Rebalancing through multiple R&D rounds, supplier validation from scratch, building the certification chain, and production line adaptation.
6.3 Cost Crossover Trends
Asia’s cotton spunlace industry is growing rapidly, and the price gap between cotton and premium synthetic topsheets is narrowing. The assumption that “cotton is too expensive to use” deserves a fresh look.
Chapter 7: Supplier Landscape
7.1 The Global Ecosystem
Asian manufacturing clusters. Largest global capacity, but also the widest quality variance. Emerging Southeast Asian bases. Growing fast but lacking supporting ecosystem depth. Europe and North America. Limited capacity, higher prices.
7.2 Special Evaluation Dimensions
Dedicated line vs. shared line. Contamination risk from foreign fibers — premium brands require cotton-only production lines. Water treatment system. Natural substances in cotton processing, if not removed, cause fabric yellowing and odor. Carding capability. Cotton fibers are short and contain more impurities; the number of carding passes directly affects uniformity. Drying process. Through-air thermal bonding produces loft and softness; drum drying costs less but may flatten texture.
7.3 The Gap Between “Claims They Can Do It” and “Actually Does It Well”
Validation method: request samples produced under mass production conditions, production parameter records, and independent test data. A supplier who can deliver all three within a week is genuinely running volume production. One that needs to “make a batch for you to see” — that’s their best effort, not their daily output.
Chapter 8: The Sustainability Narrative — Does It Hold Up?
8.1 Cotton = Natural = Sustainable?
Water. One kilogram of conventional cotton has a water footprint of approximately 8,000–10,000 liters — far higher than synthetic fibers. Pesticides. Conventional cotton uses heavy pesticide applications; organic cotton represents less than 1% of global production, with extremely limited supply. Carbon footprint. Counterintuitively, cotton’s carbon footprint isn’t necessarily lower than synthetic fiber. End of life. Diapers are composite products. A cotton topsheet doesn’t make the product biodegradable.
8.2 How to Tell a Story That Holds Up
Make specific, verifiable claims — don’t make vague “eco-friendly” statements. The FTC Green Guides have evidence requirements for environmental claims. Greenwashing risk is rising rapidly.
The biggest contribution the engineering team can make: providing quantifiable data that can be written into compliance documents, not adjectives for press releases.
Chapter 9: Certification and Compliance
9.1 Claim Levels and Certification Investment
| Claim | What’s Required | Complexity |
|---|---|---|
| “Contains cotton” | Fiber composition test report | Low |
| “100% cotton topsheet” | Fiber composition test report | Medium-low |
| “Made with US Cotton” | IP traceability chain + TC documents + certification program | High |
| “Organic cotton” | GOTS or OCS full chain-of-custody certification | Very high |
9.2 Claim Boundaries for Blended Products — Required Reading for Path B
If you’re on Path B (blended), claim wording requires particular care. The FTC’s Textile Fiber Products Identification Act (16 CFR Part 303) requires:
Fiber content must be listed in descending order by weight percentage. A 70/30 cotton/ES blend topsheet must be labeled “70% Cotton, 30% Polyester” (ES fibers are classified as Polyester under FTC rules).
You cannot label “Cotton Topsheet” unless the topsheet is 100% cotton. If your topsheet is blended, acceptable descriptions include “Cotton-Rich Topsheet,” “Cotton-Blend Topsheet,” or simply stating the composition percentages. Labeling “Cotton Topsheet” when it’s actually a blend constitutes misbranding under the FTC framework.
“Contains Cotton” is the safest fallback claim. As long as the topsheet genuinely contains cotton fiber (even at just 30%), this claim is accurate. But the marketing impact is obviously less than “100% Cotton.”
Strategic space for Path B brands: Use “Cotton-Enriched Topsheet” or similar emotive language on the front of pack to attract consumers, while strictly following FTC requirements for fiber composition labeling on the back or side regulatory label area. Tell the story on the front; do the compliance on the back — both must be done right.
9.3 IP Traceability Chain
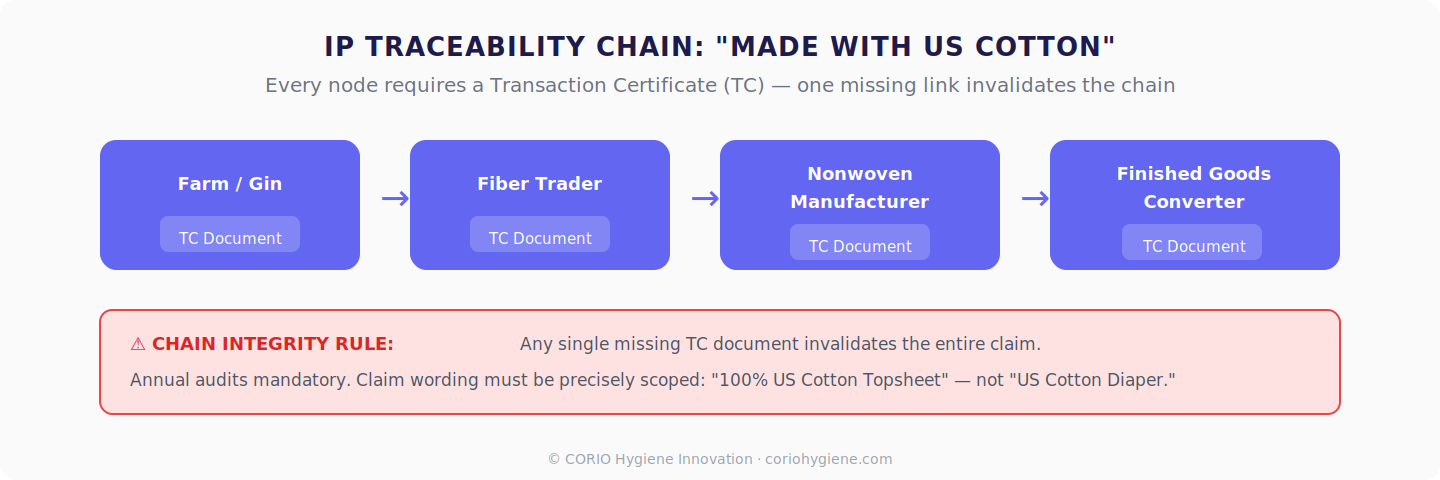
Farm/gin → fiber trader → nonwoven manufacturing site → finished goods manufacturer. TC documents required at every node; any missing link invalidates the entire chain. Annual audits are mandatory. Claim wording should be precisely scoped — e.g., “100% US Cotton Topsheet.”
9.4 Chemical Residue Compliance Testing Checklist
Cotton topsheet processing chains are longer, with more chemical residue checkpoints:
| Chemical Indicator | Applicable Standard | Testing Timeline | Notes |
|---|---|---|---|
| Bleach residue | OEKO-TEX Standard 100 Class I | 2–3 weeks | TCF is the baseline for clean label |
| Hydrophilic agent residue | OEKO-TEX / REACH | 2–3 weeks | Direct contact with baby skin |
| Formaldehyde | GB 18401 / OEKO-TEX / AATCC 112 | 1–2 weeks | Certain post-treatments may introduce |
| Optical brighteners | UV lamp visual + GB/T 24121 | 1 week | Strictly prohibited in some markets |
| Heavy metals | CPSIA Section 101 / Prop 65 | 2–3 weeks | Prop 65 thresholds are extremely low |
| Phthalates | CPSIA Section 108 | 2–3 weeks | Mandatory for infant products |
| pH value | ISO 3071 / GB/T 7573 | Several days | Both acidic and alkaline irritate skin |
When to test: After locking down the topsheet supplier and post-treatment approach, but before entering PQ validation. Discovering chemical indicator failures during PQ means all Tri-Layer Rebalancing work may need to start over.
Chapter 10: Project Timeline
10.1 End-to-End Framework
| Phase | Typical Duration | Key Output |
|---|---|---|
| Market research + competitive teardown + DNA audit | 3–5 weeks | Baseline, competitive map, direction confirmed |
| Material selection + supplier screening | 6–10 weeks | Materials locked + suppliers through three-gate funnel |
| Specification translation + bilingual system | 2–4 weeks | Manufacturing-executable specifications |
| Tri-Layer Rebalancing + multiple sampling rounds | 8–12 weeks | System validation passed |
| PQ verification | 6–10 weeks | Process parameters locked |
| Certification process (if applicable) | Parallel with above, 8–16 weeks | TC chain complete |
| First production run + logistics | 6–10 weeks | Goods arrive at warehouse |
End-to-end: 7–12 months.
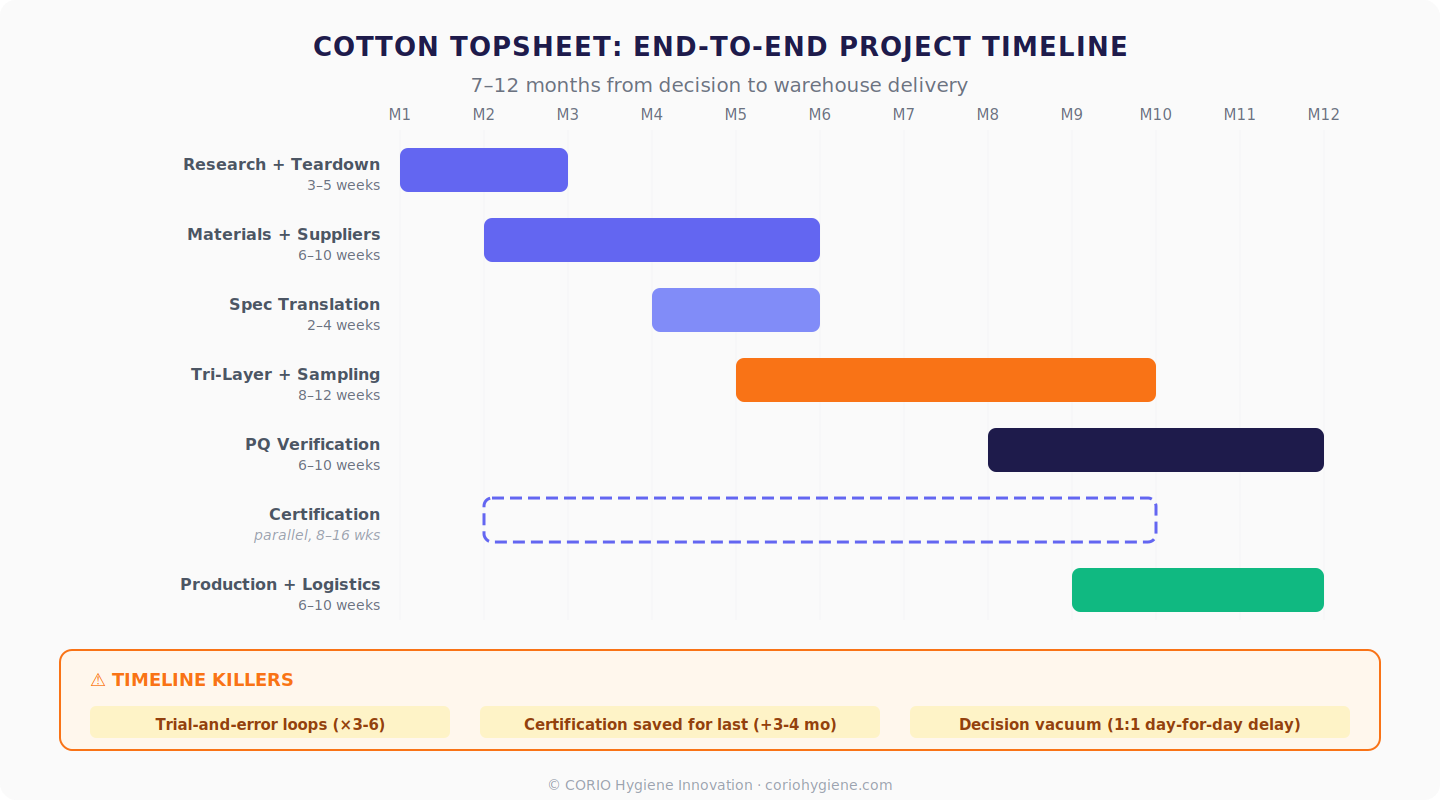
10.2 Timeline Killers
Trial-and-error loops. Jumping to sampling without baseline analysis — new issues every round. Worst case: six rounds over nine months. Spending three weeks upfront on proper specifications keeps sampling to 2–3 rounds.
Certification saved for last. Building an IP traceability chain can take 3–4 months. It must run in parallel with development.
Decision vacuum. Every day of delayed decision-making pushes the launch date back one-for-one.
Chapter 11: After Launch — Managing Cotton Batch Variability
11.1 Development Success Doesn’t Equal Quality Lock
At the beginning of Chapter 2, we discussed cotton’s natural variability — Micronaire, Staple Length, and tenacity all shift between batches. During development, you used a carefully curated “representative” batch from the supplier for all validation. But mass production is a process that runs for months or even years, and each incoming cotton batch will have slightly different fiber parameters than the development batch.
If you don’t proactively manage this variability, consumers will discover it. Not in the form of “this batch of diapers is clearly worse” — but in subtler ways: reviews saying “not as soft as the ones I bought last time,” or “absorption seems slower this time.” No single review raises a flag, but when this type of feedback creeps from 2% to 5% over time, the brand starts investigating — by which point the issue has been ongoing for months.
This is the biggest long-term difference between cotton and synthetic topsheets. Synthetic fiber batch consistency can be controlled within very tight tolerance bands (once factory parameters are locked, batch variation is minimal). Cotton, as an agricultural product, has inherent batch variability that cannot be eliminated — only managed.
11.2 Incoming Inspection: Which Parameters Require Batch-by-Batch Testing
Not every parameter needs full testing every batch. The key is identifying which parameter variations directly propagate to consumer-perceptible performance changes:
Micronaire (every batch). This is the primary parameter affecting hand feel consistency. Set an acceptance range (based on the optimal performance range validated during development). Batches outside this range don’t enter production — even if the supplier says “it’s only slightly off.”
Tenacity (every batch). Directly affects high-speed line processing stability and finished product lint rates.
Color (every batch, if using unbleached or lightly bleached cotton). Consumers are highly sensitive to color variation.
Hydrophilicity decay curve (sampled, full multi-strike penetration test every N batches). This test takes longer and doesn’t need to run every batch, but needs to run regularly — confirming that the hydrophilic post-treatment performs consistently across different cotton batches.
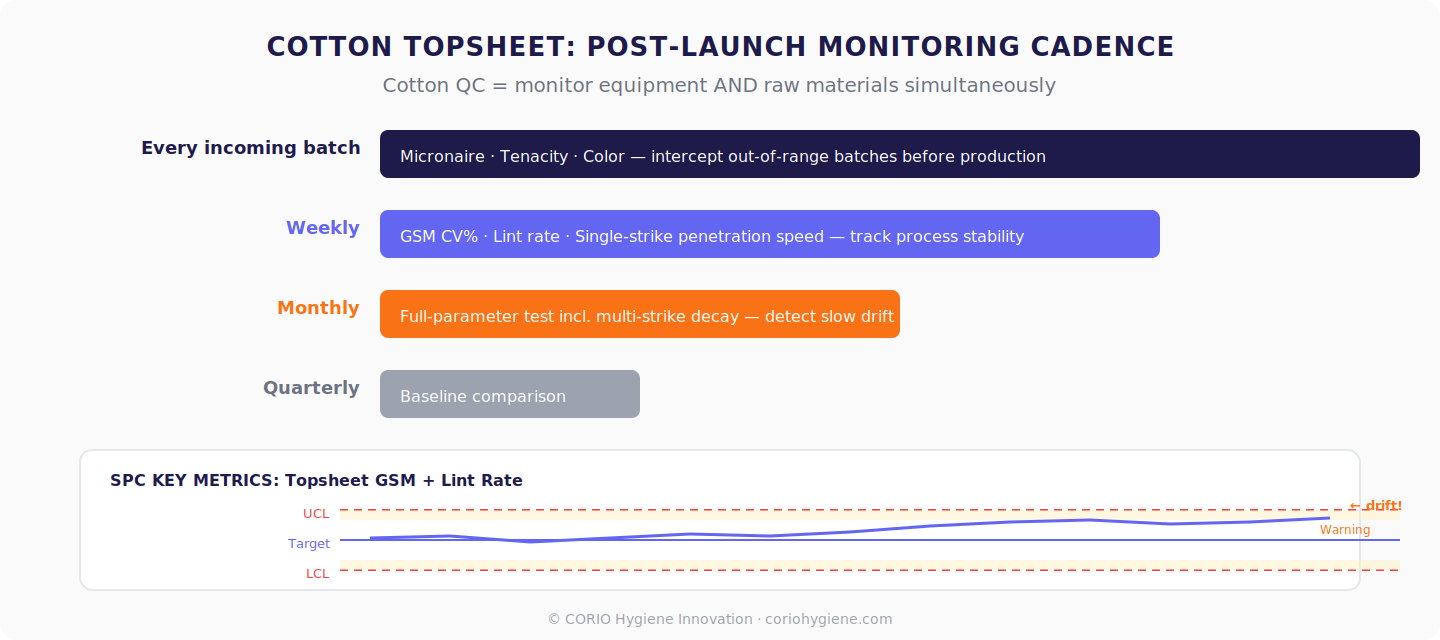
11.3 Production-Phase Performance Monitoring Cadence
| Frequency | What to Do | Purpose |
|---|---|---|
| Every incoming batch | Micronaire, tenacity, color quick tests | Intercept out-of-range batches |
| Weekly | Topsheet GSM CV%, lint rate, single-strike penetration speed | Track process stability |
| Monthly | Full-parameter testing (including multi-strike decay, rewet, full-direction tensile) | Detect slow drift trends |
| Quarterly | Full comparison against development-phase baseline data | Confirm product remains within “design intent” range |
Key SPC metrics to track: Topsheet GSM and lint rate. These two parameters are most susceptible to cotton batch variability and most easily perceived by consumers. Set control limits on SPC charts — not to alarm when already out of spec, but to trigger warnings when parameters begin drifting toward boundaries.
One-sentence principle: Quality control for synthetic topsheets is “set parameters, then monitor equipment.” Quality control for cotton topsheets is “set parameters, then simultaneously monitor both equipment and raw materials.” One additional variable — but that variable is natural and cannot be eliminated. What you can do isn’t eliminate the variability, but intercept it before it propagates to the finished product.
Chapter 12: Decision Framework
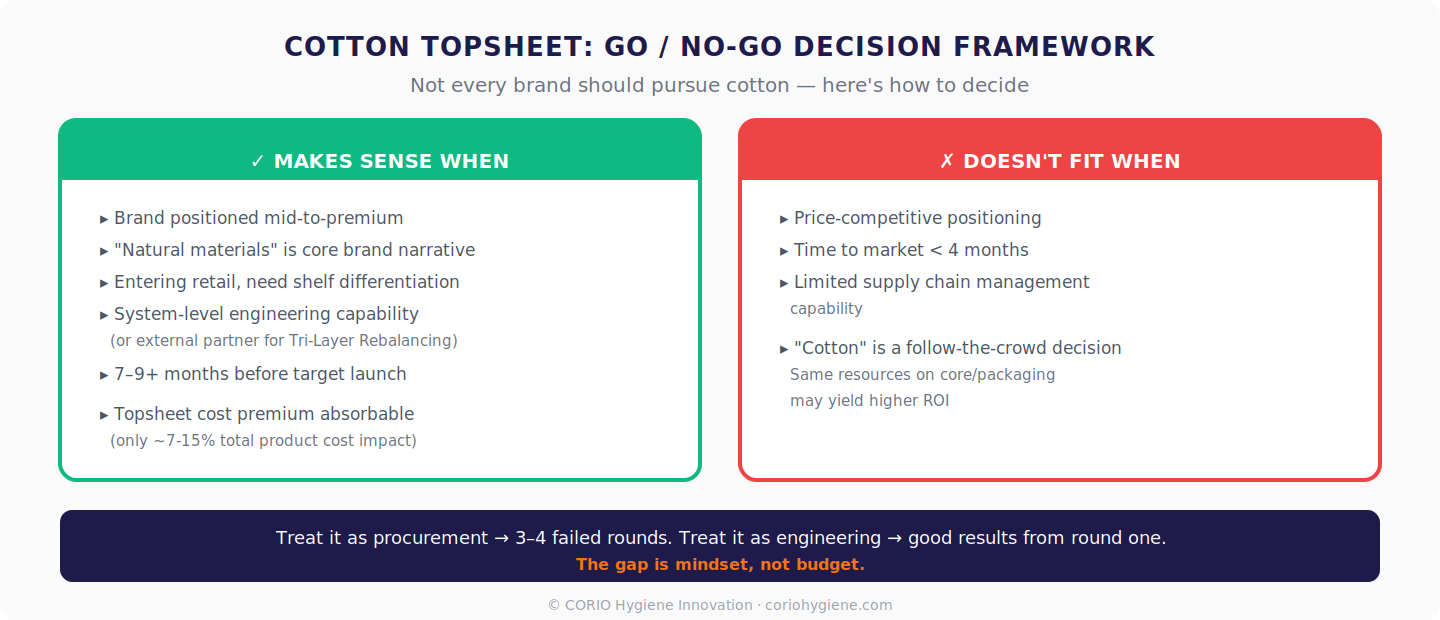
When It Makes Sense
- Brand positioned mid-to-premium, with topsheet cost premium absorbable through pricing strategy
- “Natural materials” is a core element of the brand narrative
- Entering retail channels, needing immediately visible shelf differentiation
- Team has the capability for system-level optimization (Tri-Layer Rebalancing), or has external engineering support
- At least 7–9 months available before target launch date
When It Doesn’t Fit
- Price-competitive positioning
- Compressed timeline to market (< 4 months)
- Limited supply chain management capability
- “Cotton” is a follow-the-crowd decision — equivalent resources invested in core or packaging experience might yield higher ROI
An Honest Piece of Advice
Switching to a cotton topsheet isn’t a procurement decision. It’s a product engineering decision — one that spans materials science, fluid mechanics, manufacturing processes, consumer perception, supply chain management, and ongoing quality control.
Treat it as procurement, and you’ll likely go through 3–4 rounds of failed sampling. Treat it as engineering, and you have a realistic chance of producing a conforming — or even exceptional — result in the first round.
That gap — not a cost gap, not a timeline gap, but a mindset gap — is the true dividing line between cotton topsheet projects that succeed and those that don’t.
Next in This Series
The companion piece to this article — “Developing Baby Diapers Through Asian Supply Chains: An Engineer’s Guide” — covers the full cross-ocean product development path. If your decision isn’t limited to topsheet alone, that guide helps you assemble the complete picture.
Coming next: regulatory compliance deep dive, cost engineering, and commercial / logistics management. Every article holds the same standard: we only write about what we’ve done, and we only give engineering-grade answers.
Bring Your Specific Question
CORIO offers a complimentary 30-minute technical diagnostic — an engineer sits with you to review your topsheet approach, your performance targets, and the single most important issue you should prioritize next. Not a sales call. You come with a question, you leave with an actionable recommendation.
Schedule a Technical Diagnostic →
For a deep dive into the most underestimated layer in diaper design, see our ADL Layer: Complete Engineering Guide.