Introduction: Why Most Brands Stumble with Asian Supply Chains
Every year, dozens of North American baby care brands start seriously considering Asian supply chains. The reasons are straightforward — cost structure advantages, production flexibility, and a fact most people won’t say out loud: Asian diaper manufacturing technology has gone from “follower” to “leader” in the last five years. Topsheet fiber fineness, core structure design, post-processing precision — across multiple technical dimensions, the engineering capabilities of top-tier Asian manufacturers have aligned precisely with the demands of leading global brands.
But most of these brands end up in the same place six to twelve months later: three rounds of samples with new issues each time, pricing gaps between suppliers so wide they defy explanation, and dozens of technical emails going back and forth where both sides seem to be speaking entirely different languages.
The problem isn’t “finding a manufacturer.” Mainstream B2B platforms, trade shows, various intermediaries — any one channel can produce a list of 50 Asian manufacturers who “can make diapers” within a week.
The problem is: after you find them, you don’t know what to ask, what to look for, or what to trust.
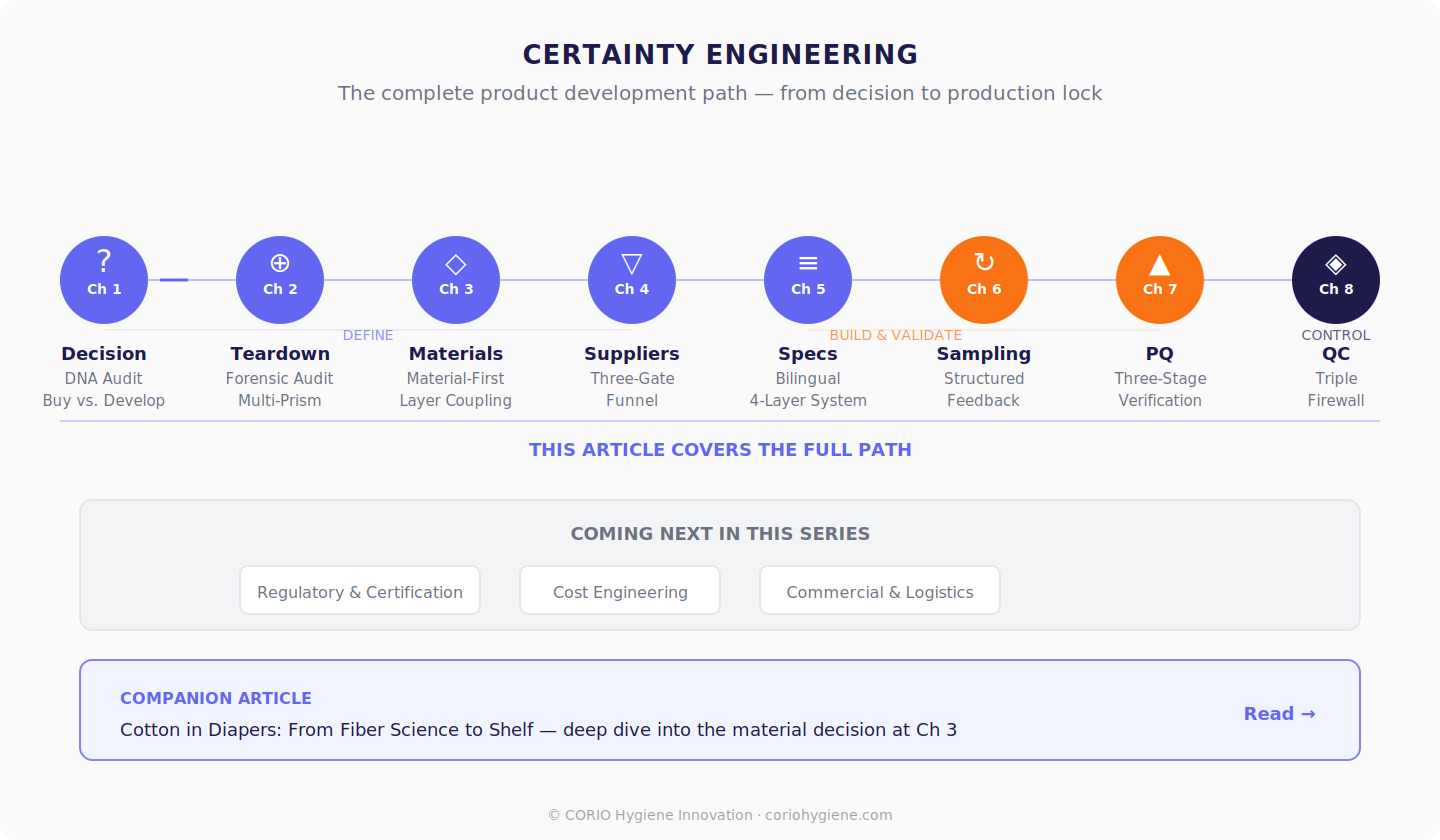
This article focuses on the most critical and error-prone segment of that problem — product development and technical validation. From the initial judgment call of “should I even source from Asia?” all the way to the point where your first production order passes final inspection and process parameters are formally locked.
At CORIO, we call the methodology across this path “Certainty Engineering” — not because it eliminates all uncertainty, but because it turns every step into a measurable, decomposable, solvable engineering problem.
Scope note: This article uses baby diapers and training pants as its primary thread — these are the most complex multi-layer engineered products in baby care. The underlying methodology applies equally to wipes, pads, and other categories sourced from Asian supply chains. Cross-ocean supply chains also involve regulatory compliance, cost engineering, commercial terms, logistics, and ongoing management — topics we’ll cover in subsequent articles in this series. This piece stays focused on one thing: helping you get the product itself right.
Chapter 1: Three Questions to Answer Before You Look for a Manufacturer
1.1 Can Your Product DNA Survive the Ocean?
Every diaper brand has a set of “fingerprint characteristics” that consumers can perceive — maybe it’s the topsheet feel, maybe it’s core thinness, maybe it’s the elastic recovery of the waistband. These characteristics are the physical foundation of your brand premium.
The first real question about moving your supply chain to Asia isn’t “how much will I save?” It’s: can the physical characteristics that define your brand be preserved in a new supply chain environment?
This requires a serious “Product DNA Audit” — deconstructing every layer of your current product down to the fiber level — a full-layer engineering assessment, then evaluating item by item: which materials have direct substitutes in Asia? Which need process adaptation? Which have no corresponding supply source at all?
The most common mistake we see is skipping this step and sending a BOM straight to three manufacturers for quotes. The three quotes you get back may vary wildly — not because someone is overcharging, but because all three manufacturers interpreted the same line item “cotton topsheet” completely differently. One read it as 100% cotton spunlace, another as cotton-blend through-air bonded, and a third quoted regenerated cellulose.
Our standard practice at CORIO: Before any project begins, we execute a full product deconstruction — ten or more components individually identified, multi-sample baseline data established — before supply chain discussions even start. Without a baseline, everything that follows is built on sand.
1.2 Do You Need “Procurement” or “Development”?
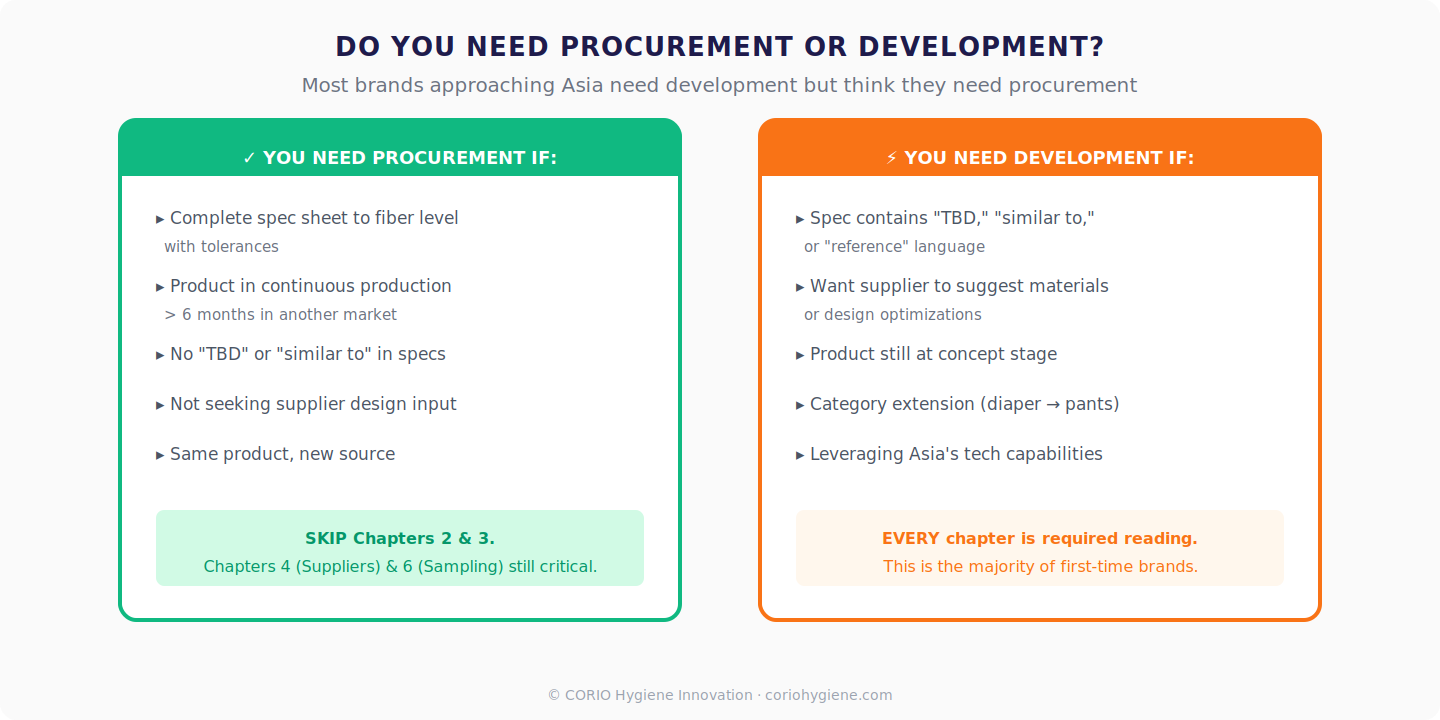
If your product is already in mass production in another market with fully locked specifications, and you simply need a lower-cost manufacturer to produce the same thing — then yes, you need procurement.
But if your product is still at the concept stage, or you want to leverage Asian supply chain capabilities to do something your current product can’t — what you need isn’t procurement. It’s collaborative product development.
Most brands approaching Asian supply chains for the first time actually need the latter but think they need the former.
A quick self-check:
| Question | If your answer leans “yes” | You need |
|---|---|---|
| Do I have a complete spec sheet precise to fiber level, with tolerances? | Yes | Procurement |
| Does my spec sheet contain words like “TBD,” “similar to,” or “reference”? | Yes | Development |
| Do I want the Asian supplier to suggest materials or design optimizations? | Yes | Development |
| Has my product been in continuous mass production for over 6 months in any market? | Yes | Procurement |
| Do I want to extend my product line (e.g., from diapers to training pants)? | Yes | Development |
If three or more of those five point to “development,” then every chapter that follows is required reading. If they point to “procurement,” you can skip Chapters 2 and 3, but Chapter 4 (supplier screening) and Chapter 6 (sampling management) remain critical — even in pure procurement, the methodology for supplier validation and production transition doesn’t change.
1.3 Does Your Team Have “Requirements Translation” Capability?
The biggest bottleneck in cross-ocean product development is almost always a communication problem — but not language translation.
The real bottleneck is “requirements translation”: converting the brand side’s qualitative language (“we want a topsheet that feels as soft as cotton”) into the manufacturing side’s quantitative parameters (specific fiber specs, GSM tolerances, surface treatment standards).
This translation ability requires a specific kind of person — someone who understands both the brand side and the manufacturing side. Specifically:
- Has worked on a brand or retailer team — understands how consumer insights, marketing claims, and channel requirements translate into product requirements
- Has hands-on experience in Asian manufacturing environments — understands materials science, process parameters, production line capabilities and limitations
- Can switch seamlessly between two languages and two modes of thinking — not just translating words, but translating intent
If your team doesn’t have this person, you have three options: spend 6–12 months developing one (assuming you have a suitable candidate), recruit one from the industry (scarce and expensive), or find an external partner with this capability to serve as the bridge. Whichever path you choose, do not underestimate the importance of this role — it is the narrowest bottleneck in the entire engineering chain. No matter how good the materials, how capable the supplier, or how polished the spec sheet, if no one in the middle can align both sides, every step produces signal attenuation.
Chapter 2: Competitive Teardown — Your Most Valuable Upfront Investment
2.1 Why Tear Down Others’ Products Before Defining Your Own
Instinctively, brand teams prefer to spend budget “moving forward” — developing their own product. Competitive teardown looks like an optional activity.
But in the context of cross-ocean product development, competitive teardowns have a critically undervalued function: they are the most efficient communication baseline between you and your Asian manufacturer.
When you tell a manufacturer “I want a core similar to this product but thinner,” both parties have a shared physical reference. The manufacturer can compare against the actual competitive product and understand precisely how much “thinner” means. That’s more direct than any written specification.
2.2 More Than “Ripping It Open”
Effective competitive teardown isn’t tearing a product apart and taking photos. At CORIO, we call this process a “Competitive Forensic Audit” — a systematic engineering analysis:
Layer separation and component identification. Every layer fully separated, every component’s material type, GSM, and dimensions individually recorded.
Performance baseline establishment. Key performance indicators tested using standardized methods — not single samples, but at least three to five samples to establish statistically meaningful baselines. Single-sample data is anecdotal. Multi-sample data is engineering.
Structural logic inference. Not just recording “what is” but inferring “why.” In one actual project, we ran a component swap experiment — placing Product A’s core inside Product B’s shell, then testing overall performance — directly proving that the product’s performance bottleneck wasn’t in the topsheet but in the core structure. If you only look at topsheet parameters, you’ll optimize in the wrong direction for three months.
Gap quantification. Your product versus each competitor, quantified on every dimension. Not “theirs is better” but precisely how large the gap is and what’s causing it.
2.3 How Many Competitors Are Enough?

Three to five competitors plus your own product. We call it “Multi-Prism Analysis”: one clearly above your positioning (to see the ceiling), one direct competitor (to see the gap), one below your positioning (to see the floor), plus one or two innovative products — a framework that produces a data-driven competitive positioning map from the Asian domestic market — they represent the manufacturing frontier’s latest capabilities that haven’t yet been adopted by North American brands.
Only looking at direct competitors is like viewing a diamond from a single angle — one facet, not the full picture.
Chapter 3: Material Selection — More Important Than Finding a Manufacturer
3.1 Why “Find the Manufacturer First, Then Decide Materials” Is Wrong
The most common industry approach: brands find a finished-goods manufacturer first, who then recommends raw material suppliers. Convenient, but structurally flawed: the material suppliers a manufacturer recommends are the ones most comfortable for them to work with, not the ones best suited for your product.
The approach CORIO advocates is “Material-First”: determine the precise specifications for each critical material layer, independently screen and validate raw material suppliers, then match confirmed material specs to finished-goods manufacturers. It takes two to three extra weeks, but it eliminates the root cause of “three rounds of samples before discovering the materials were wrong.”
3.2 Selection Logic for Key Material Layers
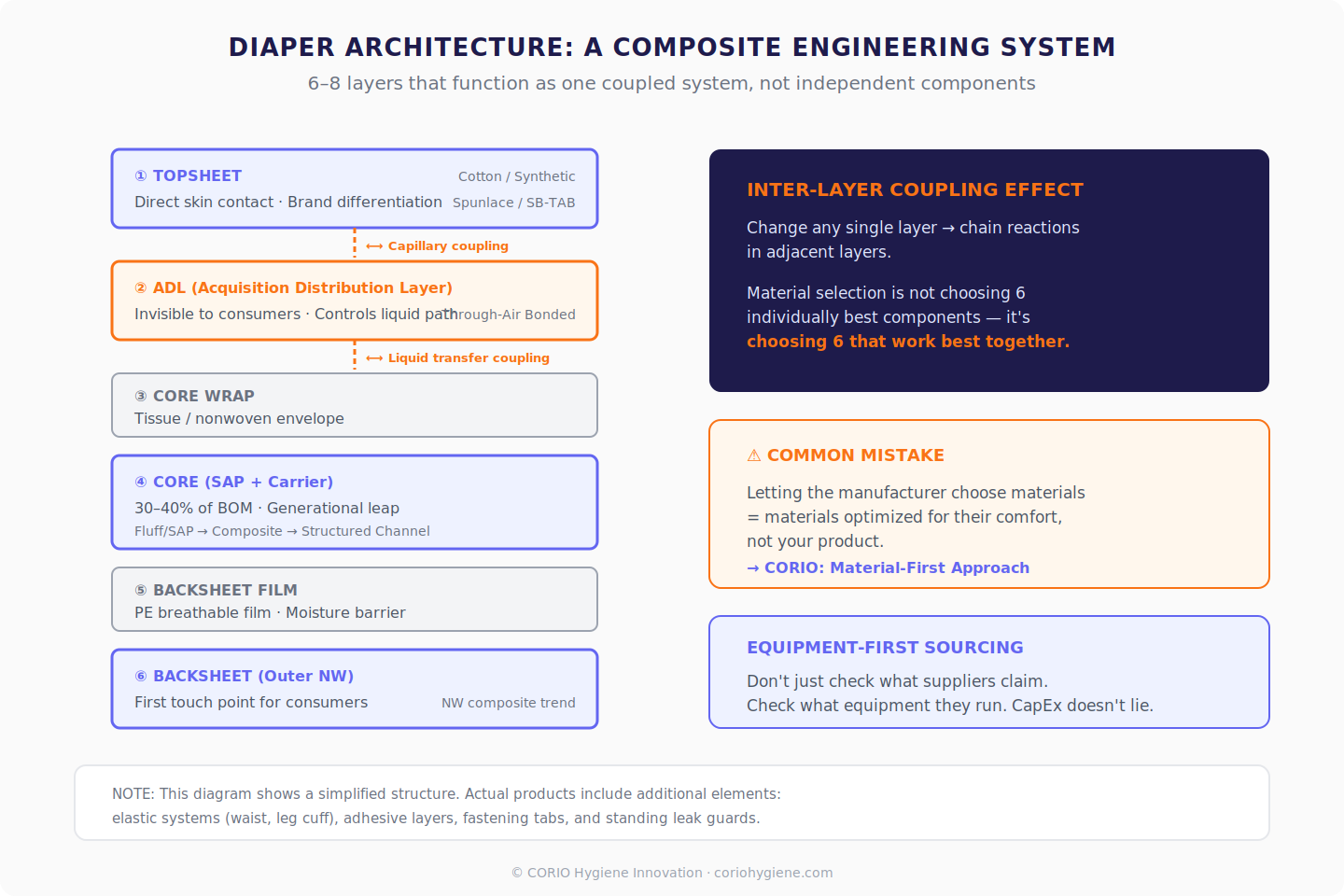
A baby diaper is a 6-to-8-layer composite engineering structure. Here are the critical layers requiring independent decisions:
Topsheet. Direct contact with baby skin — the most direct battlefield for brand differentiation. Topsheet selection determines what “ingredient story” you can tell. Don’t delegate this decision to the manufacturer.
Acquisition Distribution Layer (ADL). Completely invisible to consumers, but it determines whether liquid spreads across the topsheet surface or gets rapidly channeled to the core.
Core. Has undergone a generational leap in the past five years — from fluff pulp/SAP mixed cores to fully composite cores to structured channel cores. Which generation you choose determines not just performance and cost, but which manufacturers you can work with.
Backsheet. The outer layer consumers touch first when picking up the product. Mid-to-premium brands are making a large-scale shift toward nonwoven composite backsheets.
But the critical point is this: these six to eight layers are not six to eight independent procurement decisions — they are a system. Change the topsheet material and the ADL’s capillary force balance shifts, which changes the liquid arrival pattern at the core. Material selection isn’t choosing six individually best components — it’s choosing six components that work best together. Internally at CORIO, we call this the “Inter-Layer Coupling Effect” — changing any single layer creates chain reactions in adjacent layers. If you approach material selection without this systems perspective, you’ll pay the price during sampling.
3.3 “Equipment-First” Sourcing
A method we call “Equipment-First Sourcing”: don’t just look at what material suppliers claim they can produce — look at what equipment they’re using.
The same material produced on different generations of production lines can differ by an entire quality grade. Going directly to the equipment manufacturers to learn which material suppliers have purchased the latest-generation lines is ten times more effective than reading brochures.
Equipment investment is a commitment of real capital. It doesn’t lie.
Chapter 4: Supplier Screening — The Funnel Matters More Than the List
4.1 Why You Don’t Need 50 Suppliers
Brand teams often chase list breadth — 50 contacts, mass RFQs. Problem one: quality suppliers receive too many mass inquiries and ignore unprofessional ones outright. Problem two: you can’t actually evaluate 50 suppliers.
A counterintuitive signal: the suppliers who respond fastest are often the ones with the most idle capacity. A good supplier will ask you many technical questions before quoting — because they need to understand your requirements to give a reliable quote. That takes time.
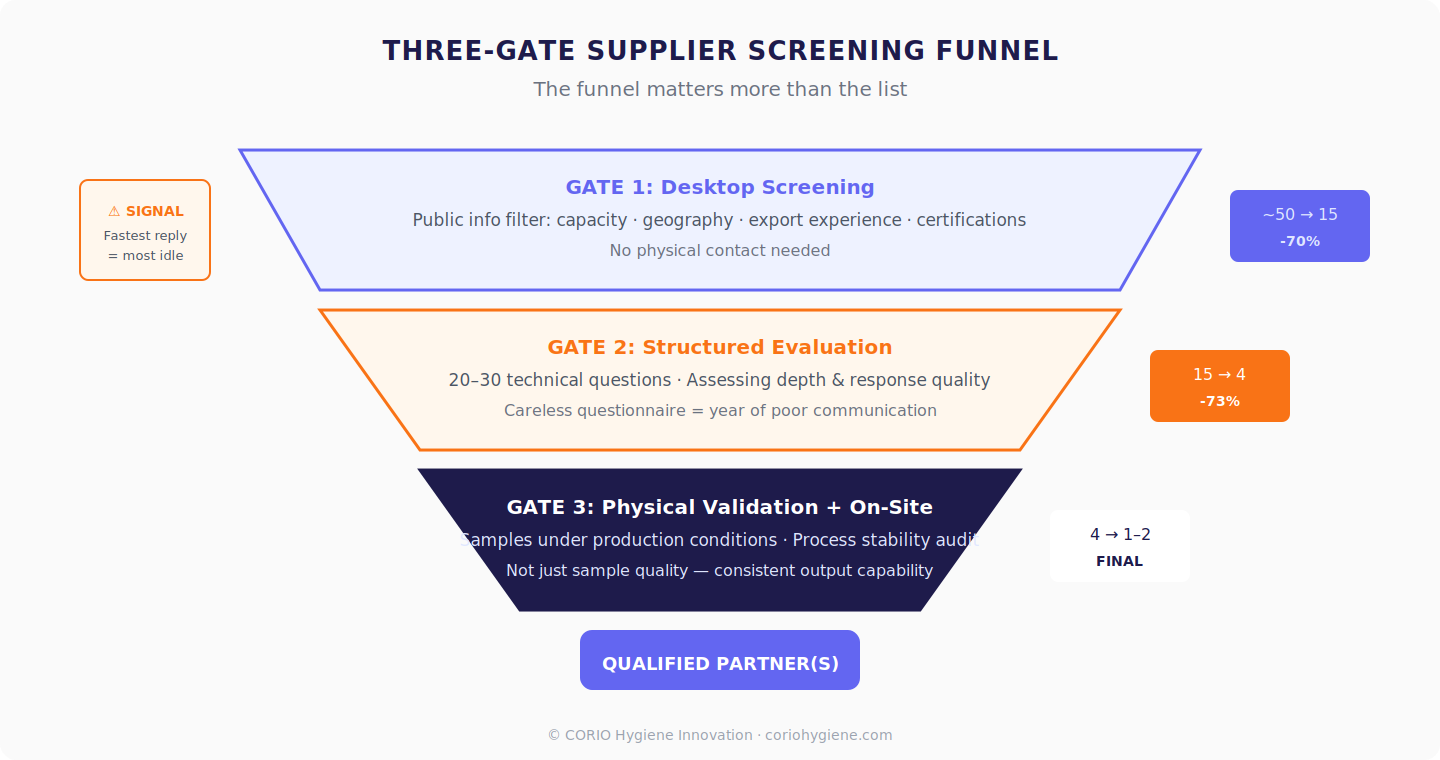
4.2 Three-Gate Funnel
Gate 1: Desktop screening. Filtering on publicly available information: capacity, geography, export experience, certifications. No physical contact needed. Typically eliminates 60–70%.
Gate 2: Structured evaluation. A questionnaire of 20–30 technical questions — not “please quote” but assessing technical depth and response quality. A carelessly completed questionnaire predicts a year of poor communication quality.
Gate 3: Physical validation + on-site assessment. Only now do samples and site visits enter the picture. You’re validating not just sample quality, but whether the manufacturer can consistently deliver this level under normal conditions.
4.3 Beware the “Beautiful First Sample”
The supplier deploys their best operator, their best material batch, and runs at the lowest speed to produce a perfect sample. You’re satisfied, you place the order. First production batch — quality drops noticeably.
This isn’t necessarily deception. The systemic gap between sampling and mass production is real.
The countermeasure: request samples produced under mass production conditions. If the supplier refuses because “the volume is too small to run the line” — that itself is a signal.
Even better validation: don’t just look at the samples themselves — look at the batch statistical data — GSM CV%, tensile strength standard deviation, defect rate. Averages can look great, but high standard deviation means the process is unstable. In mass production, what you’ll receive won’t be the average — it’ll likely be an outlier.
Chapter 5: Specification Translation — The Core Engineering of Cross-Cultural Product Development
5.1 “Same Number, Two Interpretations”
Your spec sheet says topsheet GSM 18. You mean the finished topsheet’s final weight. The Asian supplier means the raw fabric weight off the production line. Both sides believe they’re producing to spec — until the test data doesn’t match.
We’ve encountered a case where the brand’s spec said “backsheet” (底膜 in Chinese), meaning the outer nonwoven composite layer. But in the Asian manufacturer’s terminology, “底膜” specifically refers to the PE breathable film — the nonwoven composite is called “底层.” One-character difference, completely different material. Language translation doesn’t solve this — only someone who understands the industry conventions on both sides can catch it.
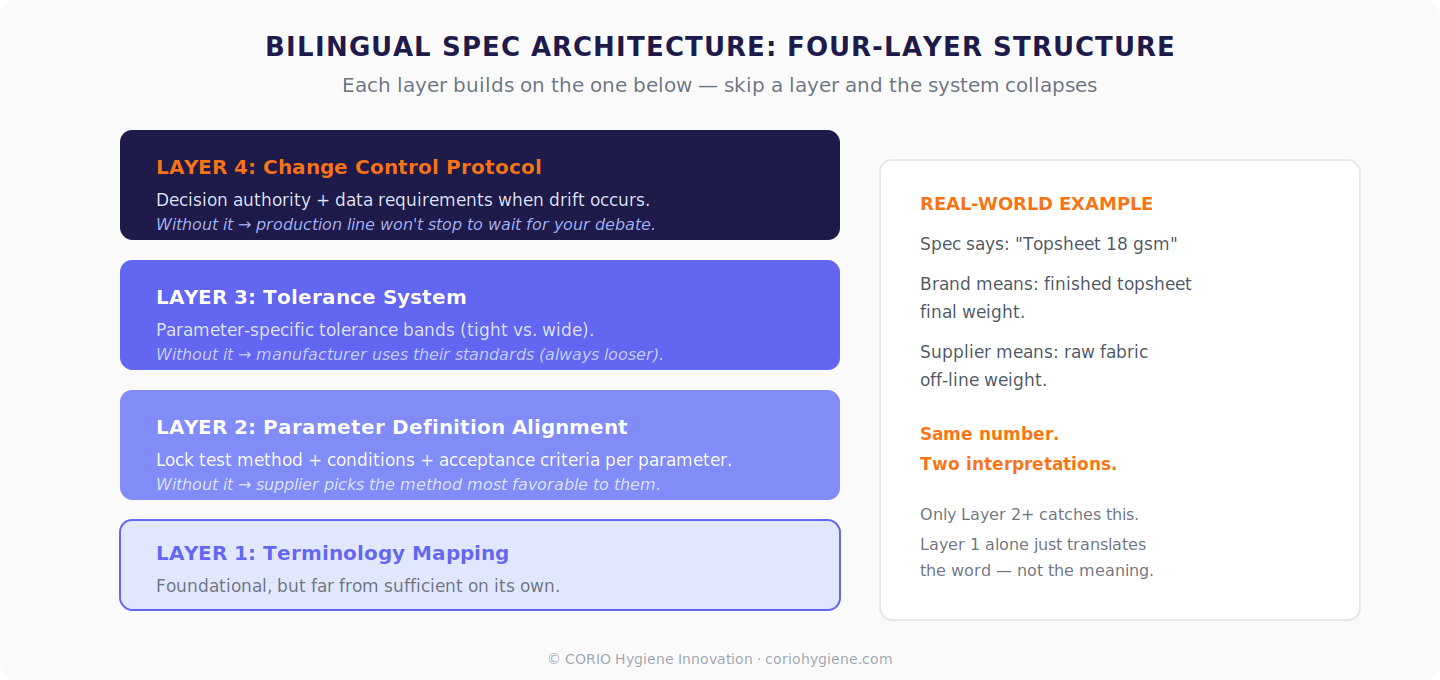
5.2 Bilingual Spec Architecture: Four-Layer Structure
Layer 1: Terminology mapping. Foundational, but far from sufficient.
Layer 2: Parameter definition alignment. Each critical parameter locked to its test method, test conditions, and acceptance criteria. The same parameter tested with different methods can yield significantly different results — if you don’t specify the method, the supplier will choose the one most favorable to them.
Layer 3: Tolerance system. Different parameters require different tolerance band widths. SAP content deviation directly impacts absorption capacity (tight tolerance). Packaging dimensions off by a few millimeters have no perceptible difference (wide tolerance). Without defined tolerances, the manufacturer defaults to their own standards — which will always be looser than yours.
Layer 4: Change control protocol. Decision authority and data requirements for when drift occurs during production. Without pre-agreed protocols, the production line won’t stop and wait for you to finish debating.
5.3 Visuals Beat Words
A clearly annotated cross-section photo or a set of “acceptable / borderline / rejected” physical sample photos is ten times more effective than two pages of written description.
CORIO’s standard practice is to create a “Visual Standards Kit” for each critical material — showing operators exactly “what it should look like” and “what it shouldn’t look like.” Bilingual posters mounted directly at production line stations.
A written spec says “surface shall be free of visible stains.” What counts as “visible”? The brand’s quality director and the line operator may define “visible” three times differently. One photo defines that threshold, once and for all.
Chapter 6: Sampling Management — The Antidote to the Problem in the Introduction
6.1 Why “Three Rounds of Samples with New Issues Each Round”
The predicament described in the introduction usually isn’t because the manufacturer lacks capability — it’s because the way sampling feedback is handled is broken.
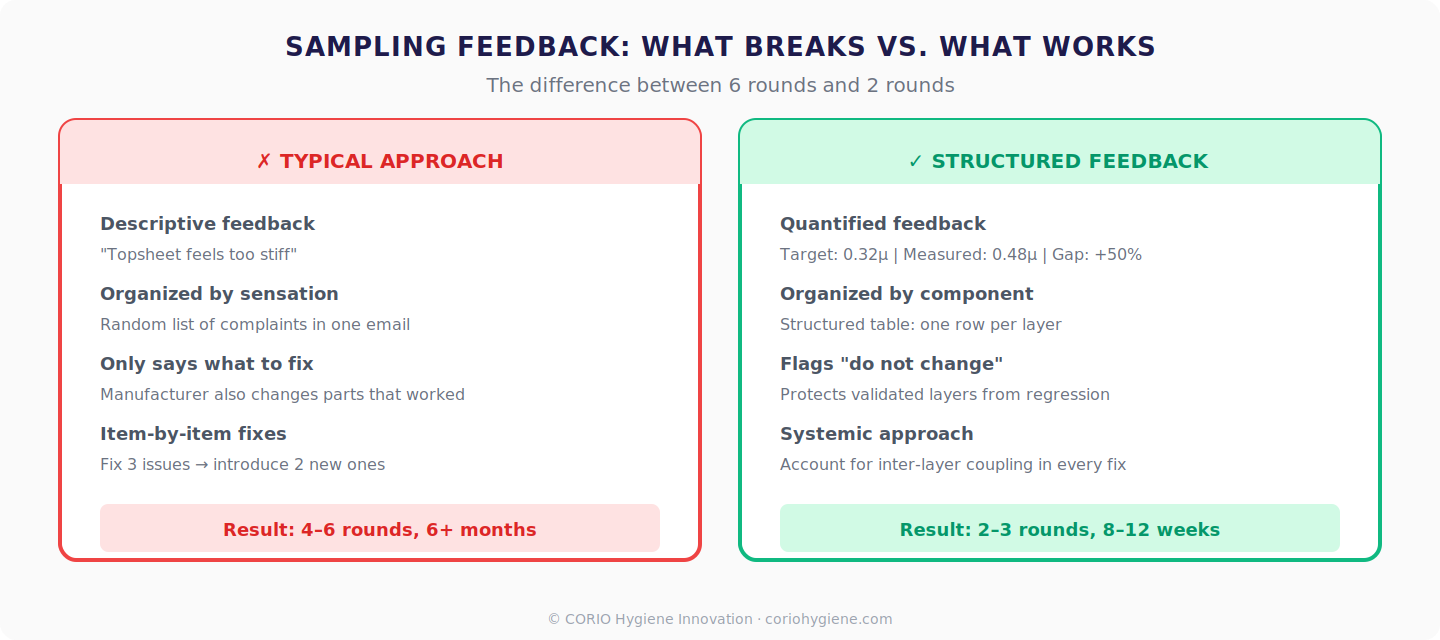
The most common pattern: the brand receives samples, spends two weeks evaluating, then sends back an email — “topsheet too stiff, absorption too slow — feedback that lacks the structure of progressive testing protocols, side seal has adhesive bleed-through.” The manufacturer fixes those three issues while simultaneously introducing two new problems from parameter adjustments. Next round: feel is better, but lint shedding has increased. The cycle continues.
The root cause: feedback is descriptive rather than quantitative, and fixes are item-by-item rather than systemic.
6.2 Structured Prototype Feedback
The method CORIO uses when managing sampling:
Every round of samples must undergo standardized testing, not just touch-and-look. “Too stiff” isn’t enough — provide the surface friction coefficient or compression recovery data you measured, and the gap from your target value. This tells the manufacturer how much adjustment is needed, rather than “blindly guess a bit softer.”
Organize feedback by component structure, not by sensation. Don’t send an email listing random issues. Send a structured table: one row per layer, each row showing target value, measured value, deviation, and suggested adjustment direction. The manufacturer’s engineers can take that table directly to the machine — no “translation” of your feedback needed.
Every round of feedback must also flag “what not to change.” This is critically overlooked. If the previous round’s topsheet feel was already on target, explicitly write “do not change topsheet.” Otherwise, while adjusting the core, the manufacturer may also tweak topsheet parameters (because they’re coupled), and the part you were happy with changes in the next round.
6.3 How Many Sampling Rounds Are Reasonable?
If the upfront competitive teardown, material selection, and specification translation were done properly, two to three rounds is a reasonable expectation — achievable within a compressed development timeline. Round one resolves directional issues (is the material combination on the right track), round two handles parameter fine-tuning (GSM, density, bond strength, etc.), and round three is final confirmation.
If by round four you’re still solving newly emerged issues, don’t continue — step back and assess: is the spec definition flawed? Was the material selection wrong? Or does this supplier simply not have the process capability to meet your requirements? Continuing to sample on a flawed foundation wastes time and trust with every round.
Criteria for transitioning from sampling to PQ validation: Key performance indicators in two consecutive sample rounds are within target tolerance, with no newly introduced deviations. If you can’t meet this standard, don’t enter PQ — otherwise you’re using production resources to validate a design that hasn’t stabilized.
Chapter 7: Production Qualification — The Valley of Death Between Samples and Mass Production
7.1 Why Approved Samples Don’t Mean Production Will Work
Material batch variation. Sampling uses specially selected “standard batches.” Production uses daily random batches.
Equipment speed differential. Sampling runs at low speed. Production speed is several to ten times faster — spray precision, tension control, and cutting alignment all degrade.
Personnel variation. Sampling is done by the best operators. In production, the weakest crew in a three-shift rotation defines your quality floor. In production, the weakest crew in a three-shift rotation defines your quality floor. We have a rule of thumb: if a specification can only be achieved by the best operator, it’s not a production-ready spec — it’s a lab spec.
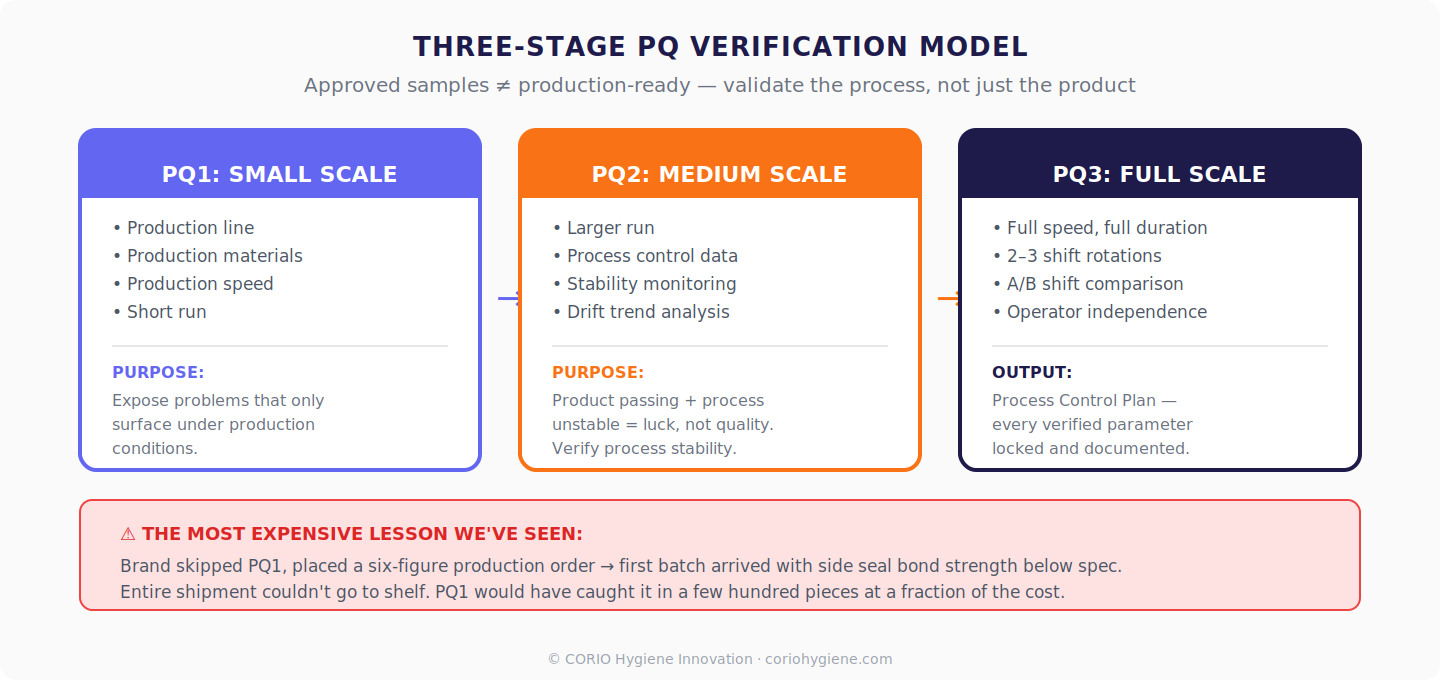
7.2 Three-Stage PQ Verification Model
PQ1 (Small-scale verification). Production line, production materials, production speed — short run. The purpose is to uncover problems that only surface under production conditions. PQ1 costs just a small fraction of a full order.
The most expensive lesson we’ve seen: a brand skipped PQ1 and placed a six-figure production order — the first batch arrived at port with side seal bond strength below specification. The entire shipment couldn’t go to shelf. PQ1 would have exposed this problem in a few hundred pieces, with a fix cost that was a fraction of the loss.
PQ2 (Medium-scale verification). Larger run, collecting process control data. You’re evaluating not just whether the product passes, but whether the process is stable and whether there are drift trends. Product passing but process unstable = you got lucky — next batch may not pass.
PQ3 (Full verification). Full speed, full duration, covering at least two to three shift rotations. If Shift A’s output differs from Shift B’s by a full grade, the issue isn’t the specification — it’s training and management.
7.3 Locking Process Parameters
The most important output from the PQ phase isn’t approved product — it’s a “Process Control Plan.”
Every controllable parameter verified to consistently produce conforming product is documented. With this document in place, operator changes and shift rotations have a clear baseline.
Without it, quality depends on “the experienced master’s intuition.” The experienced master will eventually leave or get recruited away. When that day comes, you’ll discover — what you thought you’d locked was quality, but what you’d actually locked was a person.
Chapter 8: Quality Control — Not Sampling Inspection, But Three Lines of Defense
8.1 The Limitations of AQL
Most brands’ quality control for Asian production relies on pre-shipment AQL inspection. But AQL is post-hoc — the products are already made, and you’re only deciding whether this batch can ship. When AQL fails, rework, downgrade, or scrap — regardless of which, the materials, capacity, and time are already spent. AQL isn’t quality control. It’s loss confirmation.
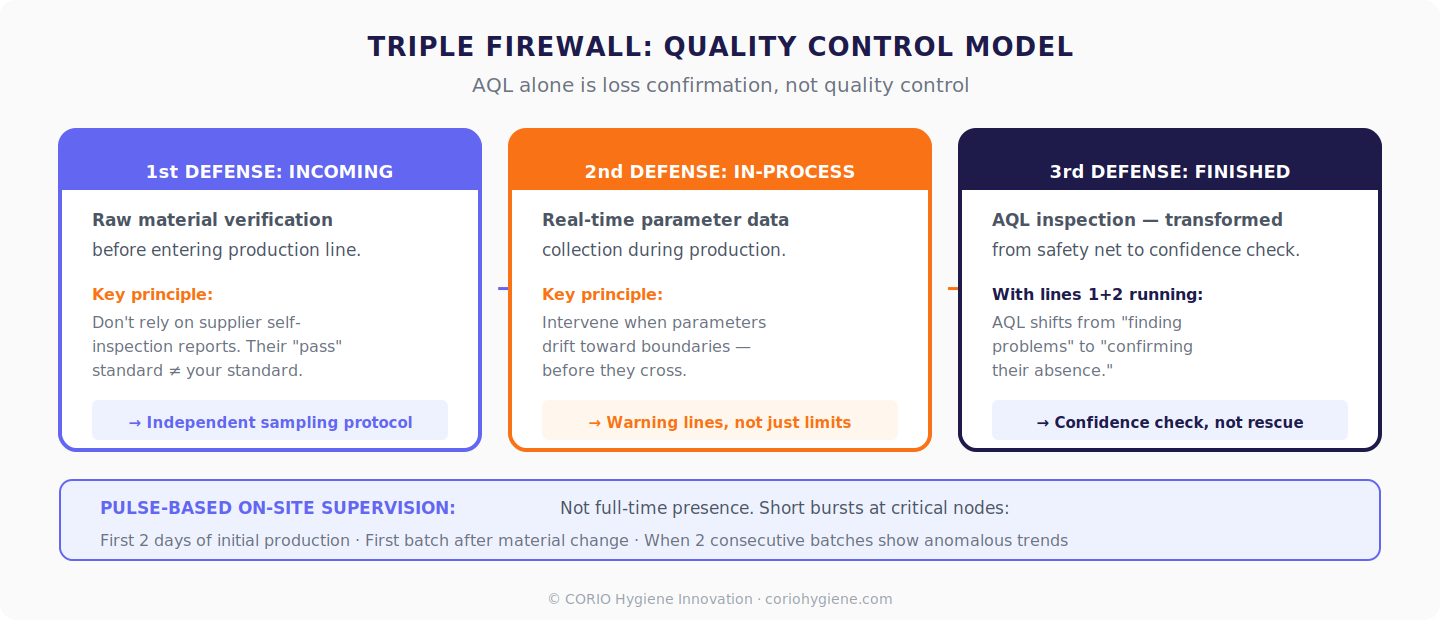
8.2 The Triple Firewall Model
First line of defense: Incoming material control. Verify raw material specifications before they enter the production line. Don’t just review the supplier’s self-inspection report — supplier self-inspections always pass. That’s not necessarily fraud, but their definition of “pass” may differ from yours. Establish independent sampling and inspection protocols.
Second line of defense: In-process monitoring. Real-time collection of process parameter data during production, with warning thresholds set. Intervene when parameters drift toward tolerance boundaries — before they cross. If you wait for finished product inspection to discover drift, everything produced between when drift started and when it was discovered is suspect.
Third line of defense: Finished product inspection. When the first two lines operate effectively, AQL transforms from “finding problems” to “confirming the absence of problems” — a fundamental shift. It’s no longer a safety net. It’s a confidence check.
8.3 The Reality of Remote Quality Control
The model CORIO uses in live projects is “Pulse-Based On-Site Supervision” — not full-time on-site presence (too expensive), but short-term on-site monitoring at critical nodes: the first two days of initial mass production, the first production batch after a material change, or whenever two consecutive batches show anomalous data trends. Routine monitoring runs on remote data; at critical moments, people are on the ground.
Conclusion: Certainty Can Be Engineered
The core challenge of cross-ocean supply chains isn’t “can’t find suppliers” or “Asian manufacturing quality is poor” — over the past decade, both of those old narratives have become seriously disconnected from reality.
The real challenge is: in an environment of information asymmetry and incompatible technical languages, how do you systematically reduce uncertainty?
The answer isn’t luck, relationships, or “finding a reliable middleman.” The answer is treating every step as an engineering problem. Replacing intuition with data, experience with process, trust with verification.
Uncertainty doesn’t disappear. But it can be measured, decomposed, and resolved item by item.
That’s what CORIO means by “Certainty Engineering” — and the core mindset this entire guide is trying to convey.
Next in This Series
This article focused on product development and technical validation. Coming next:
- The Cotton Topsheet Deep Dive: “Cotton in Diapers: From Fiber Science to Shelf” — from fiber science to BOM impact to supplier landscape, if you’re considering a cotton topsheet, this companion piece opens the full panorama around that single decision point.
- Regulatory & Certification: FDA, CPSIA, Prop 65, OEKO-TEX — what’s mandatory, what adds value, and what’s commonly underestimated.
- Cost Engineering: A BOM isn’t just a number — it’s a map.
- Commercial, Logistics & Ongoing Management: From payment terms to ocean freight timelines to supplier performance monitoring.
Every article in this series holds the same standard: we only write about what we’ve done, and we only give engineering-grade answers.
Bring Your Specific Question
CORIO offers a complimentary 30-minute technical diagnostic — not a sales call, but an engineer sitting with you to review your product, your current supply chain situation, and the single most important issue you should prioritize next. No slides, no sales pitch. You come with a question, you leave with an actionable recommendation.
Schedule a Technical Diagnostic →
For a deep dive into the most underestimated layer in diaper design, see our ADL Layer: Complete Engineering Guide.
This is the first in CORIO’s series of engineering pillar guides. For the specific challenges of cotton topsheet engineering, see our Cotton in Diapers: From Fiber Science to Shelf. For a deep dive into the most underestimated layer in diaper architecture, see our ADL Layer: Complete Engineering Guide.