Your product’s dryness perception depends less on which core you chose — and more on the layer between your topsheet and core that most consumers don’t even know exists.
We’ve written before about why the ADL layer matters. This article isn’t about whether you should pay attention to ADL — it’s about a specific engineering fork in the road that most brands don’t know exists.
The ADL — Acquisition and Distribution Layer — is typically less than 2 mm thick and accounts for under 8% of your total BOM cost. But when your supply chain partner recommends an ADL material, they usually don’t ask one critical question: do you want hot-air or spunlace?
This isn’t a trivial manufacturing detail. It’s an engineering architecture decision that fundamentally shapes how your product performs across liquid management, softness, and cost. And once made, it’s difficult to reverse cheaply.
Two Routes, Two Engineering Philosophies
Hot-air bonding (Through-Air Bonded) builds structure through loft. Fibers are fused at their crossing points by heated air, creating a three-dimensional network full of air pockets. Think of it as a microscale spring mattress — liquid from the topsheet falls into this lofty structure, gets temporarily stored, then gradually releases to the core.
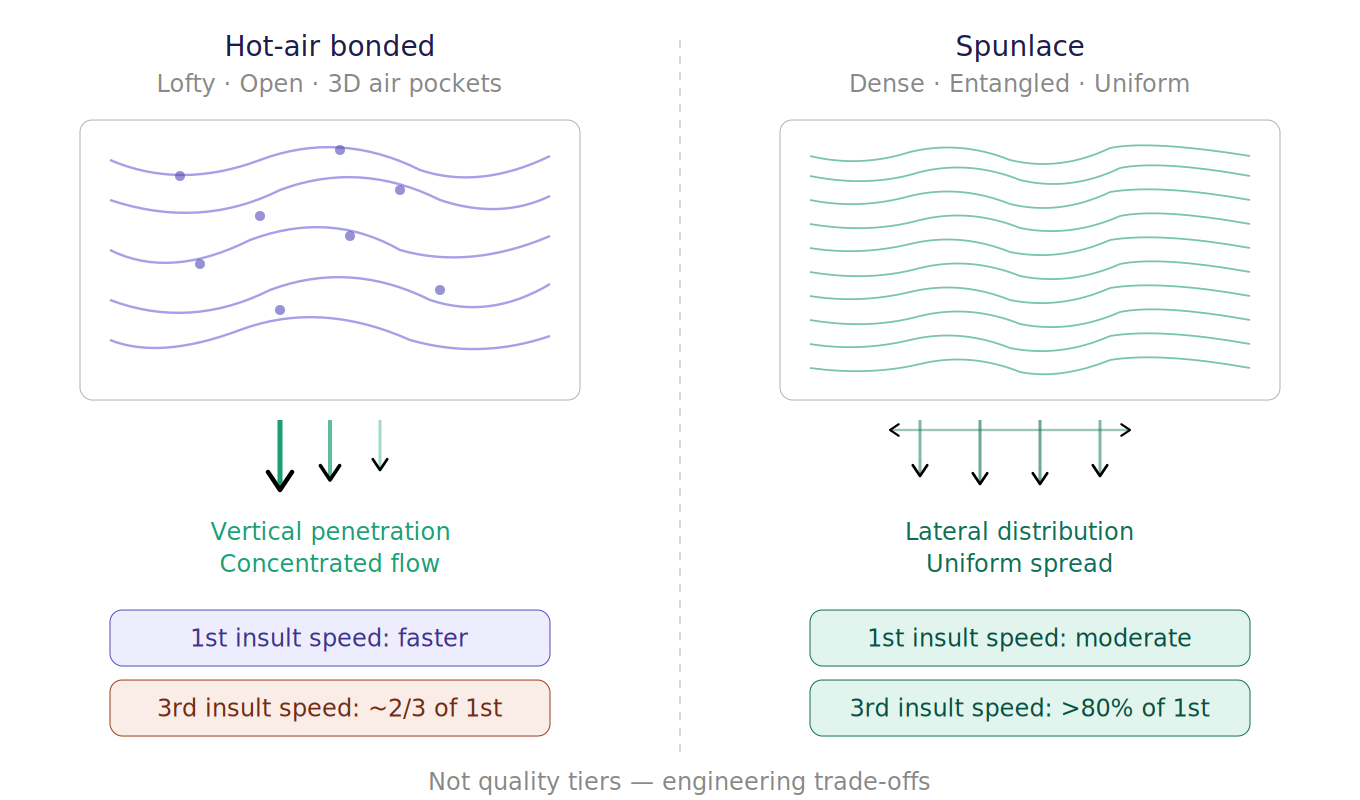
Spunlace (Hydroentanglement) builds structure through entanglement. High-pressure water jets intertwine fibers into a denser, smoother sheet. It handles liquid differently — acting more like a uniform distributor, spreading liquid horizontally before allowing it to permeate evenly into the core.
Pour the same volume of liquid onto these two ADL types and you’ll see entirely different behavior. On a hot-air ADL, liquid vanishes like a sponge absorbing water — a quick pull-in, a brief hold, then a slow release downward. On a spunlace ADL, liquid behaves like ink dropped on rice paper — rapid lateral spread, then uniform downward permeation across the entire wetted area.
Performance Dimension Comparison
Liquid acquisition speed: In most test scenarios, hot-air ADL captures the first insult faster. In a controlled comparison, hot-air configurations averaged roughly one-quarter faster on first-insult acquisition. But this advantage narrows on the second and third insults — residual liquid already stored in the lofty structure progressively slows subsequent liquid passage.
Liquid distribution uniformity: Spunlace holds the advantage. Tighter fiber entanglement encourages horizontal spread rather than vertical penetration — meaning the core’s effective utilization area is larger. This is especially significant in training pants, where core area is constrained by the garment-like form factor.
Rewet: System-dependent — cannot be evaluated in isolation. In one project, we observed that the same hot-air ADL paired with two different topsheets produced rewet variation exceeding thirty percent. This means the rewet issue’s root cause may not be the ADL itself, but the interface match between ADL and topsheet.
Caliper and hand feel: Hot-air is loftier, adding thickness. Spunlace is thinner and more conformable. If your product positioning emphasizes thinness — an increasingly strong consumer preference in training pants — spunlace contributes less bulk.
Cost: Spunlace processing is typically more expensive — high-pressure water jet systems have higher energy and maintenance costs. But the gap is narrowing, and if spunlace’s superior distribution allows a thinner core, system-level cost may actually decrease. The calculation that matters isn’t the ADL unit price differential — it’s the full product BOM differential.
The Multi-Insult Story: Where the Routes Truly Diverge
If you only look at first-insult test data, the gap between hot-air and spunlace isn’t dramatic — both routes perform within acceptable range on initial liquid acquisition.
But diapers aren’t replaced after a single wetting event. A typical diaper handles two to three or more insults before being changed. What happens on the second and third insult is where the two process routes truly separate.
Hot-air ADL faces a structural challenge across multiple insults: its lofty structure retains a portion of liquid after the first event. When the second insult arrives, this residual liquid occupies pathways, slowing new liquid acquisition. By the third insult, accumulated residual liquid hits a tipping point — acquisition speed may drop to roughly two-thirds of the first-insult rate.
Spunlace ADL degrades more gracefully. Its stronger distribution function releases previous insults’ liquid more evenly to the core, keeping ADL residual volume lower. By the third insult, acquisition speed typically remains above eighty percent of the first-insult rate.
In our comparative testing, the performance spread between configurations on the first insult was under 15%. By the third insult, that spread exceeded 40%. If your testing protocol only evaluates first-insult performance — and many rapid screening protocols do — you’re making material decisions in the scenario where ADL differences are smallest, not largest.
This is why we recommend: any ADL selection test should go through at least the third insult. One insult gives you a data point. Three insults give you a trend — one you can actually base decisions on.
Manufacturing Constraints: Not Just “Swapping a Roll”
Even if your performance testing points clearly to one ADL process route, there’s a practical reality to confront: can your finished-goods manufacturer’s production line actually run this material?
Hot-air and spunlace ADL have significantly different physical characteristics — different thickness, different tension behavior, different composite temperature windows. Switching a line that normally runs hot-air ADL to spunlace isn’t simply swapping one material roll for another. It may require adjusting guide roller spacing, composite zone temperature and pressure parameters, and even line speed.
On some line configurations, this switch can be completed in a few hours. On others — especially high-speed lines — it may require one to two days of calibration and several hundred units of trial-run waste.
This means ADL process route selection isn’t just a technical decision — it’s a supply chain compatibility decision. You need to confirm, while making your material choice, whether your finished-goods manufacturer has actual experience running this ADL type, and what the switching cost would be. If your candidate manufacturer only has hot-air ADL experience, spunlace’s performance advantages need to be weighed against the additional cost and risk of line conversion.
Why This Decision Often Gets Skipped
In many product development projects, ADL selection isn’t the brand’s decision — it’s the finished-goods manufacturer’s default configuration. If the brand doesn’t proactively request ADL evaluation, the manufacturer uses whatever they’re most familiar with. This isn’t necessarily bad — default usually means production-validated and yield-stable. But it also means you’ve forfeited an engineering optimization opportunity.
The deeper reason: ADL performance differences are barely visible in single-layer material testing. They only manifest in the complete product system. If your workflow is “select topsheet, then core, then treat ADL as filler,” you’ll never discover how much ADL selection actually affects final performance.
How to Make This Decision
Don’t select ADL using a single parameter. The right approach has three steps:
Step one: Identify your system bottleneck. What’s your product’s biggest performance issue — acquisition speed too slow? Rewet too high? Core utilization too low? Different bottlenecks point to different ADL routes. If you’re not sure what your bottleneck is, you haven’t tested enough — run a full performance baseline first, then come back to ADL selection.
Step two: Test component combinations, not individual layers. Fix your candidate topsheet and core, swap only the ADL, and run full-product strike-through and rewet tests. Go through at least the third insult. This method — Cross-Component DOE — reveals the actual impact of ADL selection within your specific product system.
Step three: Factor in manufacturing constraints. Confirm your manufacturer can run your chosen ADL type. If they can’t, either switch manufacturers or evaluate whether line conversion costs are acceptable. Don’t discover the incompatibility when samples hit the production floor.
No “Better” — Only “Better Suited”
Hot-air and spunlace aren’t quality tiers — they’re different directions of engineering trade-off. Hot-air prioritizes acquisition speed and lofty hand feel. Spunlace prioritizes distribution uniformity and thin conformability.
The real question isn’t “which process is better.” It’s “within your product system, for your target use scenario, which process route optimizes overall performance.”
That answer can only come from data. Not supplier recommendations. Not industry convention. Your own product’s test data.
Before your next material review, ask your manufacturer one question: which ADL process route is on our line, and have we ever tested the alternative? If the answer is “don’t know” or “never,” you’ve found an optimization gap that’s been hiding in plain sight.
This article is part of our ADL engineering series. For the complete decision framework — including supplier evaluation criteria and real-world test data — see our complete guide: [The ADL Layer: A Complete Engineering Guide].