Your topsheet supplier says their material is the best. Your core supplier says the same about theirs. So does your ADL supplier.
They may all be telling the truth. But when you assemble three suppliers’ individually “best” materials into a single product, the overall performance may disappoint.
This isn’t any one supplier’s fault. It’s a systems engineering problem that nearly every multi-layer product development encounters — and very few formally address.
Component Thinking vs. System Thinking
The traditional material selection workflow is sequential: select the topsheet first, then the core, then the ADL and auxiliary materials. Each step relies on single-layer test data — topsheet evaluated for softness and breathability, core for absorption and retention, ADL for strike-through speed.
The implicit assumption: each layer’s performance is independent — changing one layer doesn’t affect the others.
That assumption is wrong.
An example we validated in a real project: a topsheet material demonstrated excellent liquid strike-through speed in single-layer testing. But when paired with a specific ADL material, strike-through speed dropped significantly.
The reason wasn’t in either material alone — it was at their interface. The two materials’ fiber structures were incompatible at the microscale: their fiber alignment created a “cross-hatch” pattern at the boundary, preventing efficient liquid transfer — like a microscale dam forming between the layers. When we swapped in a different ADL with a complementary fiber architecture, the same topsheet immediately recovered its excellent strike-through performance.
If you only run single-layer tests, you’ll never discover this. It only emerges in the combination.
What Cross-Component DOE Is
DOE — Design of Experiments — is a systematic testing methodology. The core principle: extract maximum decision information from the minimum number of experiments.
Traditional DOE optimizes process parameters — temperature, pressure, speed. Cross-Component DOE applies the same logic to material selection: rather than testing individual layers in isolation, systematically test material combinations.
In practice: group candidate materials by component layer — topsheet has A1, A2, A3; ADL has B1, B2; core has C1, C2. Full permutation is 3×2×2 = 12 combinations. But through orthogonal experimental design, 6–8 tests cover all critical interaction effects — telling you whether “topsheet A1 paired with ADL B2 performs significantly differently than A1 paired with B1.”
What We Found
In a real project, we replaced the traditional layer-by-layer selection process with a Cross-Component DOE.
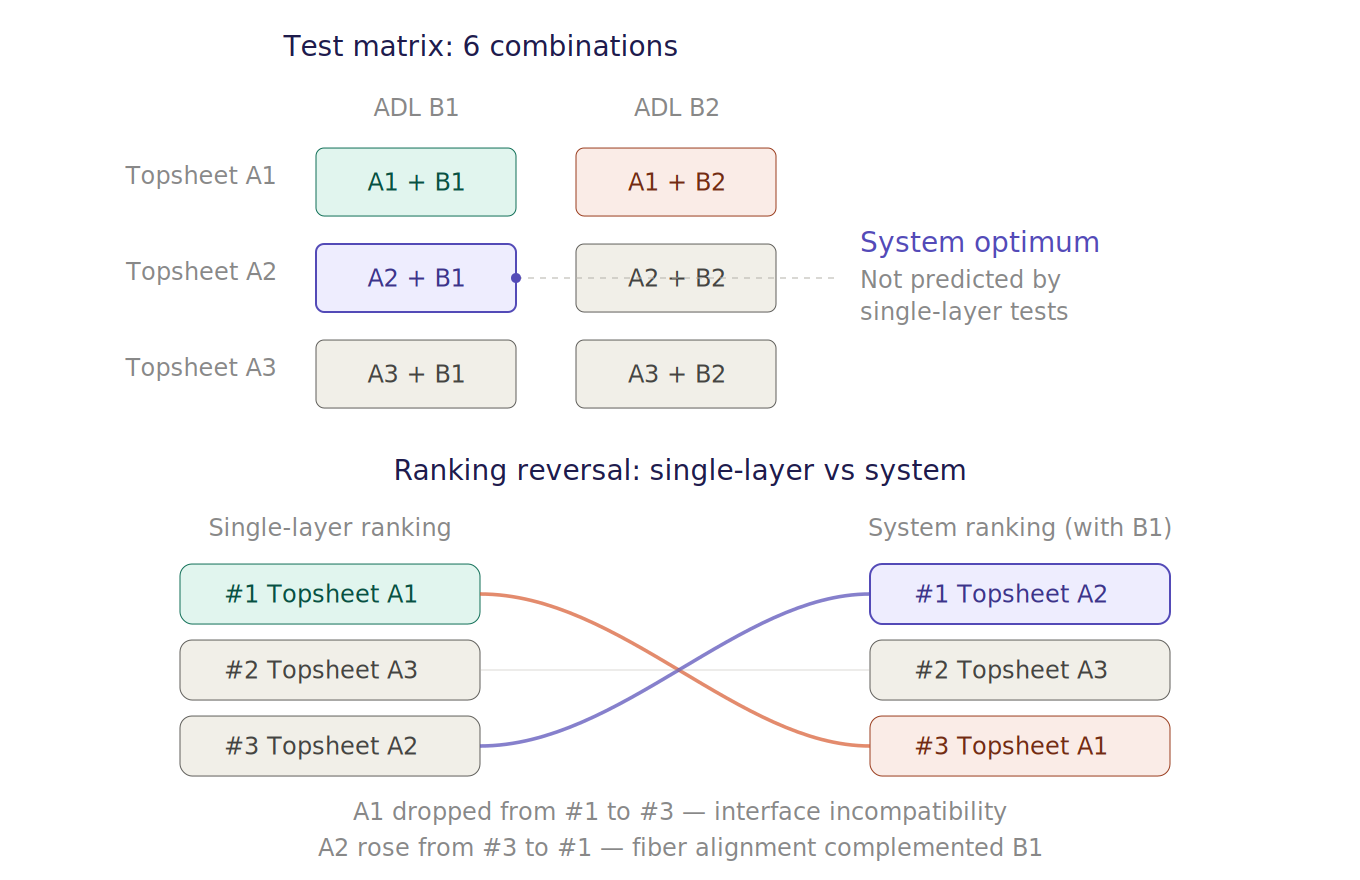
Starting conditions: 3 candidate topsheet materials × 2 candidate ADLs × 1 core (fixed) = 6 combination schemes. We ran standardized strike-through, rewet, and speed tests on all 6, each scheme tested twice for reproducibility. The entire test program was completed in a single day, on the same bench, by the same operator — roughly 8 hours total.
Three findings that single-layer testing would have missed entirely:
Finding 1: ADL reversed the topsheet ranking. The topsheet ranked first in single-layer testing (A1) dropped to third when paired with ADL-B2. A1 didn’t get worse — its material properties didn’t change. The problem was at the A1-B2 interface: their fiber structures created resistance at the boundary, lowering liquid transfer efficiency compared to other pairings. This wasn’t a “defect” in either material — it was microscale incompatibility between two materials that are each excellent in isolation. Swap to B1, and A1 immediately returned to the top. (We explored this interface compatibility issue in detail in our comparison of hot-air and spunlace ADL — here, the point is that Cross-Component DOE is how you discover these interactions before they become production problems.)
Finding 2: A “middling” material became the system optimum. Topsheet A2 performed moderately in single-layer tests — not the softest, not the fastest. Under traditional sequential selection, A2 might have been eliminated in round one. But paired with ADL-B1, the A2+B1 combination outperformed A1+B1 across all dimensions. A2’s fiber alignment happened to complement B1’s structure, creating an efficient liquid pathway with almost zero interfacial resistance. If we hadn’t run the cross-component test, we would have selected A1, and A2 would have been eliminated early. We would have chosen a suboptimal solution — and never known we’d missed something better.
Finding 3: Insult number changes the ranking. On the first insult, all 6 schemes performed within a narrow band (standard deviation under 15%). By the third insult — simulating multi-wetting in actual use — the performance gap widened to over 40%. The scheme ranked second on the first insult became the best performer by the third; the first-insult leader dropped to fourth. If you only test one insult — and many rapid screening protocols do exactly that — you won’t just fail to make the best decision. You may make precisely the opposite one.
Why Most Projects Skip This Step
The reason isn’t ignorance — most technical teams know what DOE is. It’s three practical resistances:
Time pressure. Cross-Component DOE requires more preparation than sequential selection — coordinating samples from multiple suppliers, preparing combination samples, scheduling longer test windows. Under locked launch timelines, project managers default to shortcuts.
Supplier incentive conflict. Each supplier recommends their own best material. No supplier is motivated to help you optimize across suppliers, because the results might prove a competitor’s material pairs better with their own. This is why Cross-Component DOE typically needs to be designed and executed by a team independent of any single supplier — one with no “recommend our own product” incentive.
Habitual assumption. “Pick the best of each layer, the combination should also be best” — intuitively reasonable, and true in many engineering domains. But in multi-layer absorbent products, liquid transfer between layers is an interface physics problem. It doesn’t follow simple additive logic.
How to Apply This in Your Project
Minimum viable version — something you can start today:
You don’t need a full orthogonal experimental design. You don’t need DOE software. You don’t need a statistics PhD. You need to do one thing:
Step one: take your current finished product as Scheme A. Step two: have your supplier swap only one component (e.g., replace the ADL with an alternative), everything else unchanged — Scheme B. Step three: test A and B, same day, same operator, same method, three insults each.
If the performance gap between A and B is small (under 10% across all dimensions), that component’s selection has limited system impact — focus your decision energy elsewhere. If the gap exceeds 20%, you’ve found an interaction effect worth exploring — and should run a more systematic DOE to find the optimal combination.
What does the minimum version require? Roughly 10–15 material sets (5–8 per scheme for multi-insult testing and reproducibility), plus one operator for approximately half a day of bench time. This is a trivial fraction of a product development budget — and far less than the cost of selecting the wrong material and discovering the issue six months into production.
A Calculation Worth Running
Some will ask: is the time investment worthwhile?
Think about it differently. Suppose your product development cycle is 6 months. In month one, you run sequential selection, picking the “best” for each layer. You spend months two through six pushing toward pilot production, then discover system performance falls short — rewet too high, dryness insufficient. You trace the problem back to a topsheet-ADL interface mismatch. Reselection, resampling, revalidation. That rework consumes at least 6–8 weeks, plus the samples and tooling already invested.
Cross-Component DOE in month one would have told you whether that interface problem existed. A two-scheme minimum DOE takes half a day. A six-scheme full DOE takes one day. Trading one day for eight weeks — that return on investment doesn’t need a calculator.
Back to the Beginning
Your topsheet supplier says their material is the best. They may be right — in the single-layer dimension.
But your consumer doesn’t use the topsheet, ADL, and core as separate “best versions.” They use a complete product — a system where layers work together or work against each other.
Test the system, not the components. That’s the entire point of Cross-Component DOE.
Before your next material selection, run the minimum viable test: current product vs. one-component swap, same day, three insults. Half a day that could save you half a year.
This article is part of our testing methodology series. For a deeper understanding of why ADL — often the most underrated variable in this equation — deserves its own evaluation framework, see our complete guide: [The ADL Layer: A Complete Engineering Guide].